
55 degree whitworth full profile threading insert
55 degree Whitworth full profile threading inserts are essential cutting tools for creating Whitworth threads, a historically significant and still relevant standard. This guide covers everything from understanding Whitworth threads and selecting the right insert to optimizing cutting parameters and troubleshooting common issues.Understanding Whitworth ThreadsWhat is the Whitworth Thread?The Whitworth thread, standardized by Joseph Whitworth in 1841, features a 55-degree thread angle and rounded crests and roots. It was the world's first national screw thread standard. Unlike the sharper V-threads found in other standards, the rounded form improves joint strength and resists loosening under vibration. Although largely superseded by metric and other thread forms, the Whitworth thread remains in use, particularly in older machinery, vintage vehicles, and restoration projects. Wayleading Tools provides a variety of thread cutting tools, including those designed for Whitworth threads. We can be found at www.wayleading.com.Applications of Whitworth ThreadsWhitworth threads are commonly found in: Vintage cars and motorcycles Steam engines and related machinery Antique woodworking tools Restoration of historical artifacts Some legacy industrial equipmentChoosing the Right 55 Degree Whitworth Full Profile Threading InsertMaterial SelectionThe insert material directly impacts tool life, cutting performance, and the quality of the finished thread. Common insert materials include: Carbide: Offers high hardness and wear resistance, suitable for machining steel, cast iron, and non-ferrous metals. Coated Carbide: Features a thin coating (e.g., TiN, TiCN, Al2O3) to enhance wear resistance, heat resistance, and reduce friction. Cermet: Combines ceramic and metallic materials, providing a good balance of toughness and wear resistance.Consider the workpiece material when selecting the appropriate insert material. For example, machining hardened steel requires a more wear-resistant insert material than machining aluminum.Insert GeometryThe insert geometry affects chip formation, cutting forces, and thread quality. Important considerations include: Full Profile vs. Partial Profile: Full profile inserts machine the entire thread form in a single pass, while partial profile inserts require multiple passes. Full profile inserts, like the 55 degree Whitworth full profile threading insert, are generally preferred for accuracy and surface finish but may require more rigid setups. Chip Breaker: A chip breaker helps control chip formation, preventing long, stringy chips that can interfere with the cutting process. Clearance Angle: The clearance angle provides relief behind the cutting edge, preventing rubbing and reducing heat generation.Insert Size and Thread PitchSelect an insert size that is compatible with your tool holder. Ensure the insert's thread pitch matches the desired Whitworth thread pitch. Common Whitworth thread pitches are expressed in threads per inch (TPI).Cutting Parameters for 55 Degree Whitworth Full Profile Threading InsertsCutting SpeedThe cutting speed depends on the workpiece material, insert material, and machine setup. Refer to the insert manufacturer's recommendations for specific cutting speed guidelines. Generally, lower cutting speeds are preferred for tougher materials and unstable setups.Feed RateThe feed rate is the amount the tool advances per revolution. A proper feed rate is crucial for achieving the correct thread depth and profile. Again, follow the insert manufacturer’s recommendations. Excessive feed rates can lead to insert breakage and poor thread quality.Depth of CutFor full profile threading inserts, the depth of cut is typically set to machine the entire thread form in a single pass. However, for very coarse threads or tough materials, multiple passes with gradually increasing depth may be necessary.Troubleshooting Common IssuesThread ChatteringChatter can occur due to machine vibration, tool overhang, or insufficient rigidity. To minimize chatter: Ensure the workpiece and tool holder are securely clamped. Reduce tool overhang. Decrease cutting speed and feed rate. Consider using a damping system.Poor Surface FinishA poor surface finish can be caused by a worn insert, incorrect cutting parameters, or workpiece material issues. To improve surface finish: Use a sharp, new insert. Optimize cutting speed and feed rate. Ensure proper lubrication. Check the workpiece material for impurities or hardness variations.Insert BreakageInsert breakage is often caused by excessive cutting forces, incorrect cutting parameters, or tool wear. To prevent insert breakage: Reduce cutting speed and feed rate. Ensure proper lubrication. Use a tougher insert material. Check the machine setup for rigidity.Example Cutting Parameters (Disclaimer: Always refer to the insert manufacturer's recommendations)These are example cutting parameters. Always consult the insert manufacturer's recommendations for your specific insert and workpiece material. These parameters are intended as a starting point and may need to be adjusted based on your specific application. Workpiece Material Insert Material Cutting Speed (SFM) Feed Rate (IPR) Mild Steel Carbide (PVD Coated) .002 - 0.004 Cast Iron Carbide (CVD Coated) .0015 - 0.003 Stainless Steel Cermet .001 - 0.0025 * SFM = Surface Feet per Minute; IPR = Inches per RevolutionConclusionMastering the use of 55 degree Whitworth full profile threading inserts requires a solid understanding of Whitworth threads, proper insert selection, optimized cutting parameters, and effective troubleshooting. By following the guidelines outlined in this guide, you can achieve high-quality Whitworth threads for your projects. Remember to always consult the insert manufacturer's recommendations for the most accurate and up-to-date information.Wayleading Tools specializes in providing high-quality threading tools and inserts. Contact us today to discuss your specific threading needs.Disclaimer: This article provides general guidance only. Always consult the insert manufacturer's documentation and follow safe machining practices.
Related products
Related products








Best selling products
Best selling products-
 Precision Dustproof Dial Caliper Of Double Shock-Proof For Industrial
Precision Dustproof Dial Caliper Of Double Shock-Proof For Industrial -
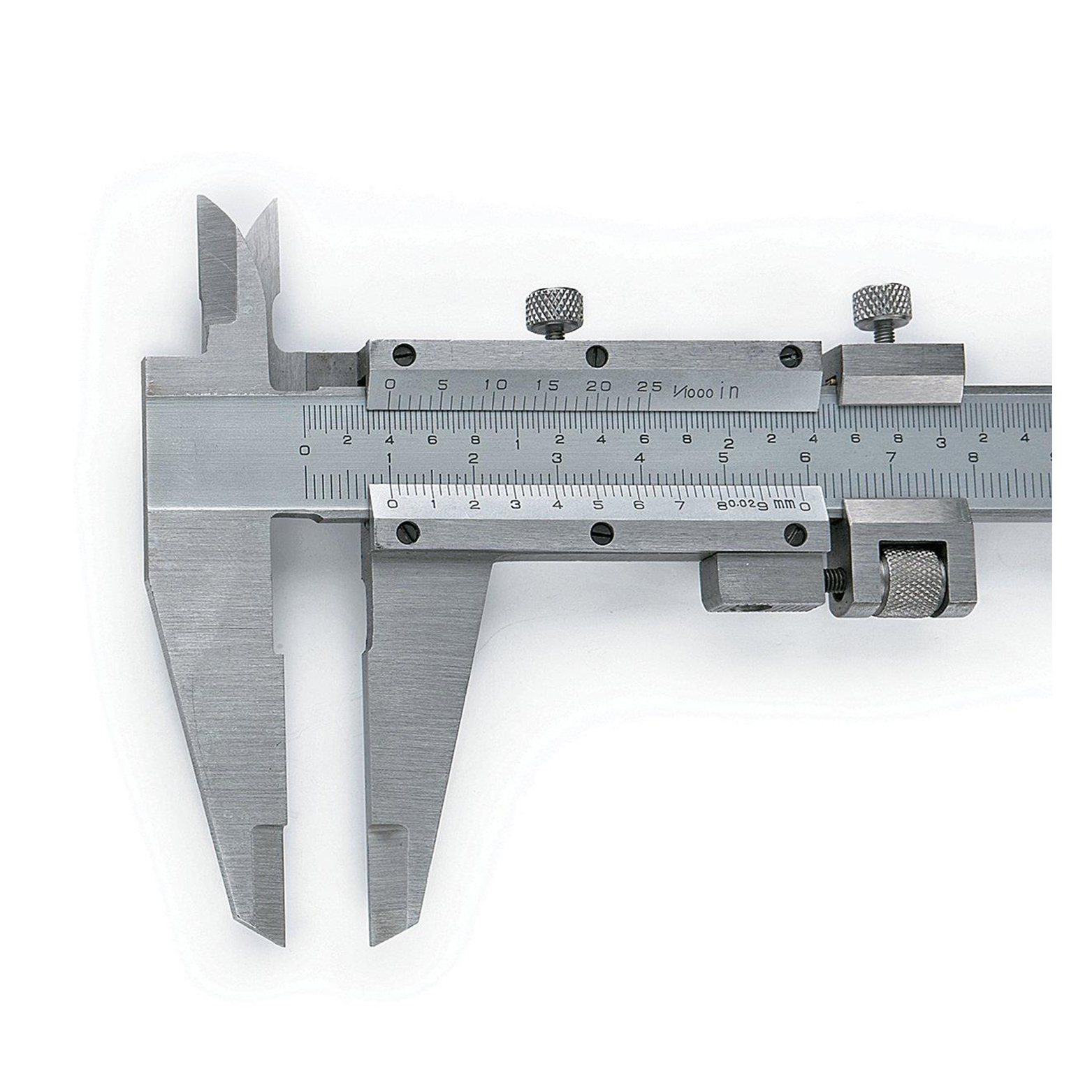 Precision Fine-Adjustment Vernier Caliper Of Metric & Imperial For Industrial
Precision Fine-Adjustment Vernier Caliper Of Metric & Imperial For Industrial -
 Auto Self Reversible Tapping Chuck In Drill Machine
Auto Self Reversible Tapping Chuck In Drill Machine -
 Dial Depth Gauge With Stainless Steel For Industrial Type
Dial Depth Gauge With Stainless Steel For Industrial Type -
 CNMG & CNMM Turning Insert For Indexable Turning Tool Holder
CNMG & CNMM Turning Insert For Indexable Turning Tool Holder -
 Metric ER Collets – High Precision, for Milling Applications
Metric ER Collets – High Precision, for Milling Applications -
 Type H Flame Tungsten Carbide Rotary Burr
Type H Flame Tungsten Carbide Rotary Burr -
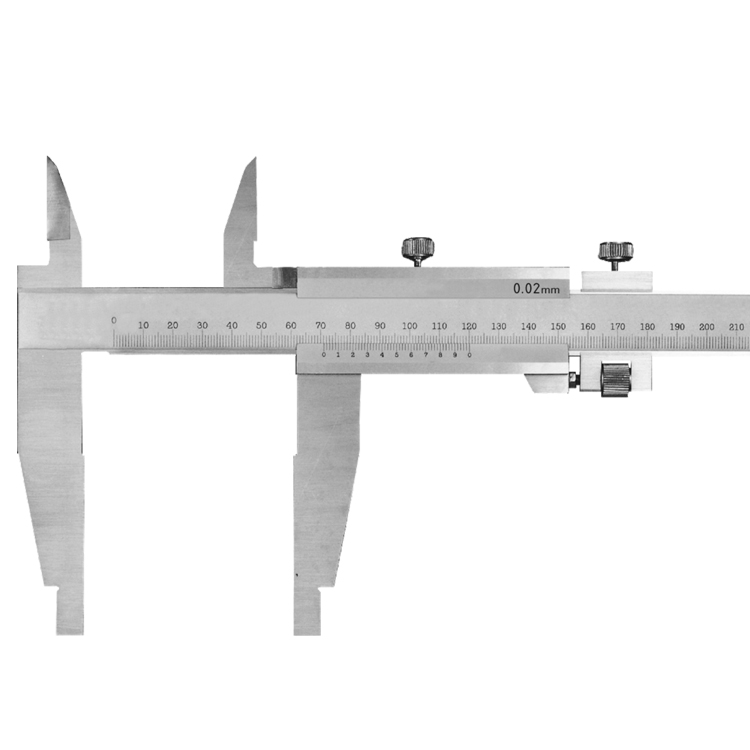 Precision Monoblock Vernier Caliper With Nib Style & Standard Style Jaws Of Metric & Imperial For Industrial
Precision Monoblock Vernier Caliper With Nib Style & Standard Style Jaws Of Metric & Imperial For Industrial -
 HSS Inch & Metric Single Angle Milling Cutter For Industrial With Bright Or TiN Coated
HSS Inch & Metric Single Angle Milling Cutter For Industrial With Bright Or TiN Coated -
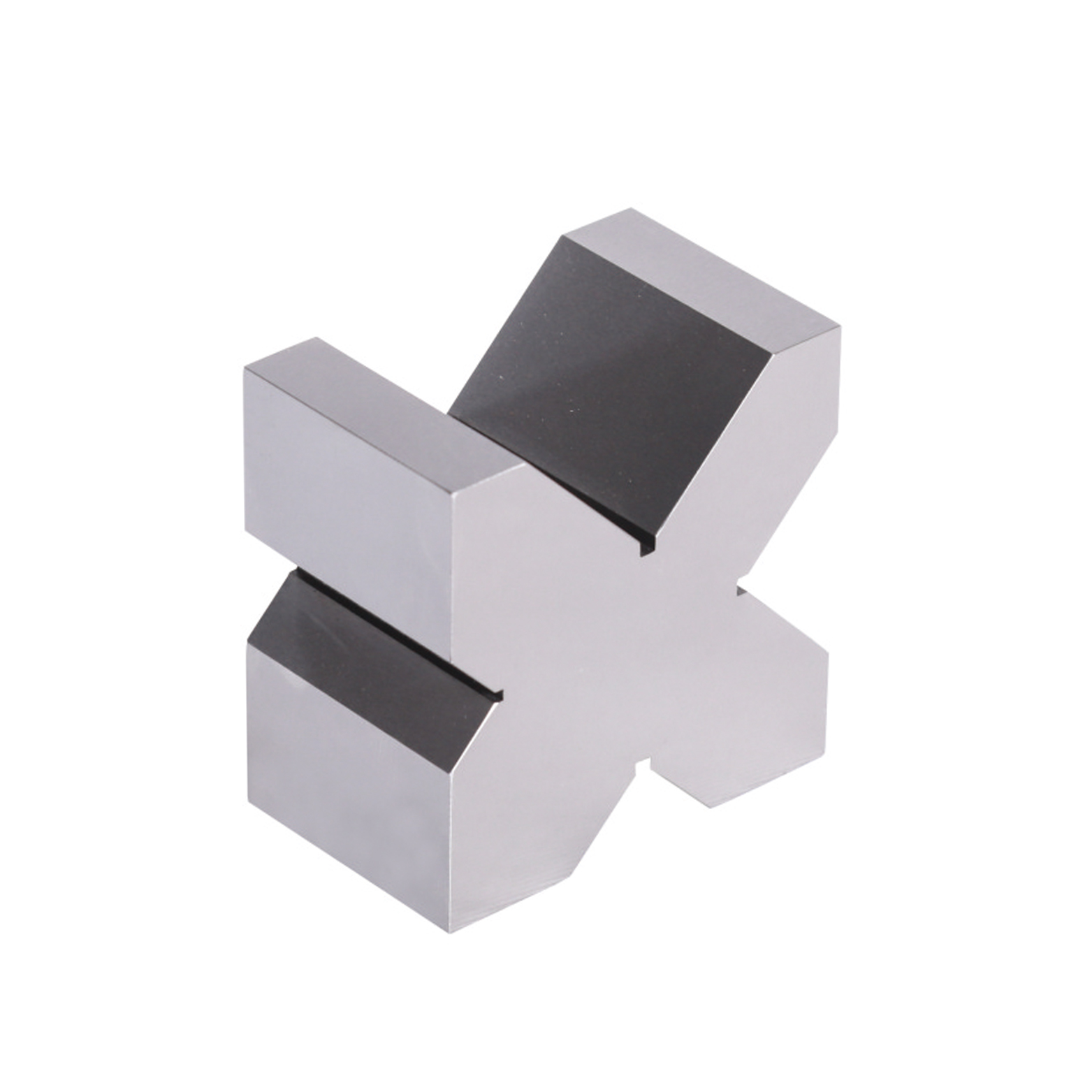 Precision V Block Set With High Quality Type
Precision V Block Set With High Quality Type -
 High Precision BT-ER Collet Chuck – CNC Tool Holder, Spring Type, ER16–ER40
High Precision BT-ER Collet Chuck – CNC Tool Holder, Spring Type, ER16–ER40 -
 Type J-60 Degree Cone Tungsten Carbide Rotary Burr
Type J-60 Degree Cone Tungsten Carbide Rotary Burr
Related search
Related search- Angle Milling Cutter Suppliers
- turning tool holder Factories
- micrometer caliper Factories
- horizontal spirit level Supplier
- AG55 threading insert Factories
- sk collets Manufacturer
- QE parting and grooving insert Factories
- gre external grooving toolholders Factories
- bore gauge Factory
- 30pcs indexable boring bar set Manufacturers


