
AG60 threading insert
AG60 threading inserts are vital for creating precise external threads. They offer excellent performance in various materials, but choosing the right insert, understanding its specifications, and using it correctly are crucial for optimal results. This guide covers everything you need to know about AG60 threading inserts, from selection and application to troubleshooting and maintenance.Understanding AG60 Threading InsertsWhat is an AG60 Threading Insert?An AG60 threading insert is a type of cutting tool specifically designed for creating external threads on a workpiece. The 'AG60' designation refers to a 60-degree thread angle, which is a common standard for many thread forms, including metric and unified threads. These inserts are typically made from cemented carbide, known for its hardness and wear resistance, and may be coated with materials like TiN, TiAlN, or others to further enhance performance and tool life.Key Features and Benefits Precision Threading: Provides accurate and consistent thread profiles. High Material Removal Rate: Enables efficient threading operations. Long Tool Life: Durable materials and coatings extend insert lifespan. Versatility: Suitable for various materials, including steel, stainless steel, and aluminum. Interchangeability: Compatible with a wide range of tool holders.Selecting the Right AG60 Threading InsertMaterial CompatibilityThe material you're threading significantly impacts the insert selection. Consider the following: Steel: Choose inserts with coatings optimized for steel, such as CVD or PVD coatings. Stainless Steel: Opt for inserts with coatings that resist built-up edge (BUE), like PVD coatings with sharp cutting edges. Aluminum: Use uncoated or DLC-coated inserts to prevent aluminum adhesion. Cast Iron: Use uncoated inserts or inserts with coatings designed for abrasive materials.Thread Profile and PitchEnsure the insert matches the desired thread profile (e.g., metric, unified, trapezoidal) and pitch. Incorrect pitch will result in a faulty thread. Common thread standards include ISO metric, UNC/UNF, and BSP.Insert Grade and CoatingThe insert grade and coating influence wear resistance and cutting performance. Common options include: Carbide Grades: Vary in grain size and binder content, affecting toughness and hardness. Coatings: TiN (Titanium Nitride): General-purpose coating for improved wear resistance. TiAlN (Titanium Aluminum Nitride): High-performance coating for high-speed machining. AlCrN (Aluminum Chromium Nitride): Excellent heat resistance for demanding applications. Using AG60 Threading Inserts EffectivelyProper Tool HoldingA rigid and accurate tool holder is crucial for achieving precise threads and maximizing insert life. Ensure the insert is securely clamped in the holder and that the holder is properly aligned with the workpiece.Cutting ParametersSelecting appropriate cutting parameters (cutting speed, feed rate, and depth of cut) is vital. Refer to the insert manufacturer's recommendations for optimal performance. Generally: Cutting Speed: Varies depending on the material and insert grade. Lower speeds are typically used for harder materials. Feed Rate: Should be adjusted to achieve the desired surface finish and thread profile. Depth of Cut: Multiple passes with small depths of cut are generally preferred for better accuracy and tool life.Coolant ApplicationCoolant helps to dissipate heat, lubricate the cutting zone, and flush away chips. Proper coolant application can significantly improve tool life and surface finish. Flood coolant or through-coolant options are generally recommended.Threading TechniquesSeveral threading techniques can be used, including: Infeed Method: Radial infeed, where the insert moves directly into the workpiece. Flank Infeed Method: The insert enters at an angle, reducing stress on the cutting edge.Troubleshooting Common IssuesPoor Surface FinishPossible causes include: Incorrect cutting parameters: Adjust cutting speed and feed rate. Worn insert: Replace the insert. Insufficient coolant: Ensure proper coolant flow. Machine vibration: Check machine setup and stability.Premature Insert WearPossible causes include: Excessive cutting speed: Reduce cutting speed. Insufficient coolant: Ensure proper coolant flow. Incorrect insert grade: Select a more wear-resistant grade. Interrupted cut: Avoid interrupted cuts if possible, or use a tougher grade insert.Thread Form ErrorsPossible causes include: Incorrect insert: Verify the insert matches the desired thread profile and pitch. Improper tool holding: Ensure the insert is securely clamped and properly aligned. Machine inaccuracies: Check machine calibration and accuracy.AG60 Threading Insert SuppliersMany reputable manufacturers offer high-quality AG60 threading inserts. Some popular options include: Sandvik Coromant ISCAR Kennametal Walter Tools Wayleading Tools (www.wayleading.com) - Offering a wide range of AG60 threading inserts with various grades and coatings to meet your specific threading needs. Contact us for expert advice and competitive pricing. Learn more about our threading solutions.Maintenance and StorageProper maintenance and storage can prolong the life of your AG60 threading inserts. Cleaning: Clean inserts regularly to remove chips and contaminants. Storage: Store inserts in a dry, protected environment to prevent corrosion. Handling: Handle inserts carefully to avoid damage to the cutting edges.ConclusionAG60 threading inserts are essential tools for creating precise and accurate external threads. By understanding the different types of inserts, selecting the right parameters, and following proper maintenance procedures, you can achieve optimal threading performance and extend the life of your tools. Contact Wayleading Tools for more information on choosing the correct AG60 threading insert for your application.
Related products
Related products






Best selling products
Best selling products-
 QM ACCU-Lock Precision Machine Vises With Swivel Base
QM ACCU-Lock Precision Machine Vises With Swivel Base -
 131PCS Thread Repair Set And Helicoil Type Thread Repair Set
131PCS Thread Repair Set And Helicoil Type Thread Repair Set -
 Premium Outside Micrometer – Metric & Inch, Ratchet Stop, Industrial Grade
Premium Outside Micrometer – Metric & Inch, Ratchet Stop, Industrial Grade -
 9PCS Broken Tap Extractor Set With Storage Box
9PCS Broken Tap Extractor Set With Storage Box -
 Precision Dial Test Indicator Holder For Industrial
Precision Dial Test Indicator Holder For Industrial -
 Type C Cylinder Ball Nose Tungsten Carbide Rotary Burr
Type C Cylinder Ball Nose Tungsten Carbide Rotary Burr -
 3 Flutes HSS Chamfering Countersink Drill bitl With 60 And 90 Degree
3 Flutes HSS Chamfering Countersink Drill bitl With 60 And 90 Degree -
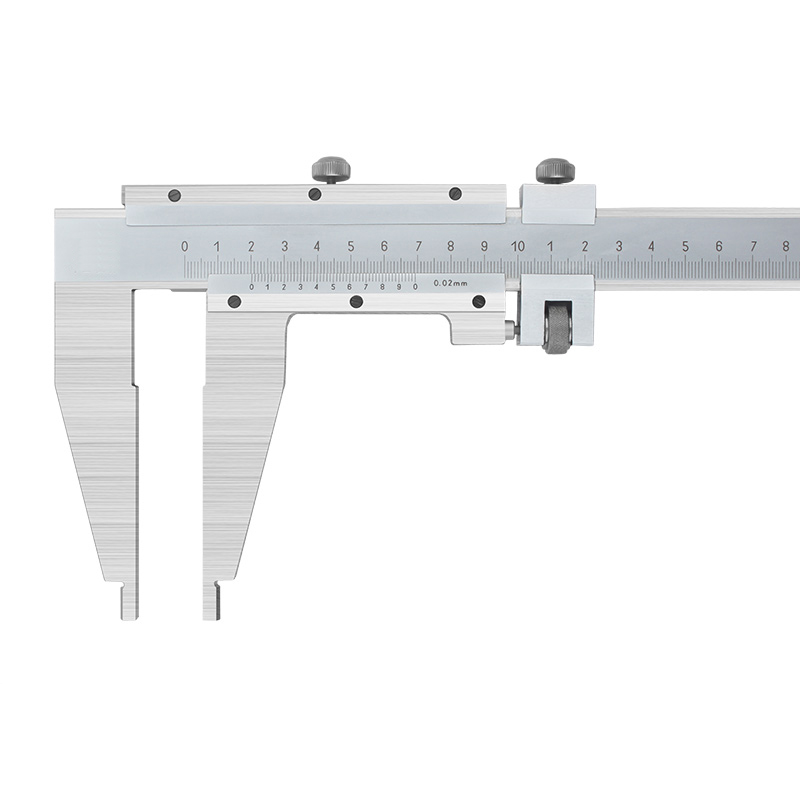 Precision Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial
Precision Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial -
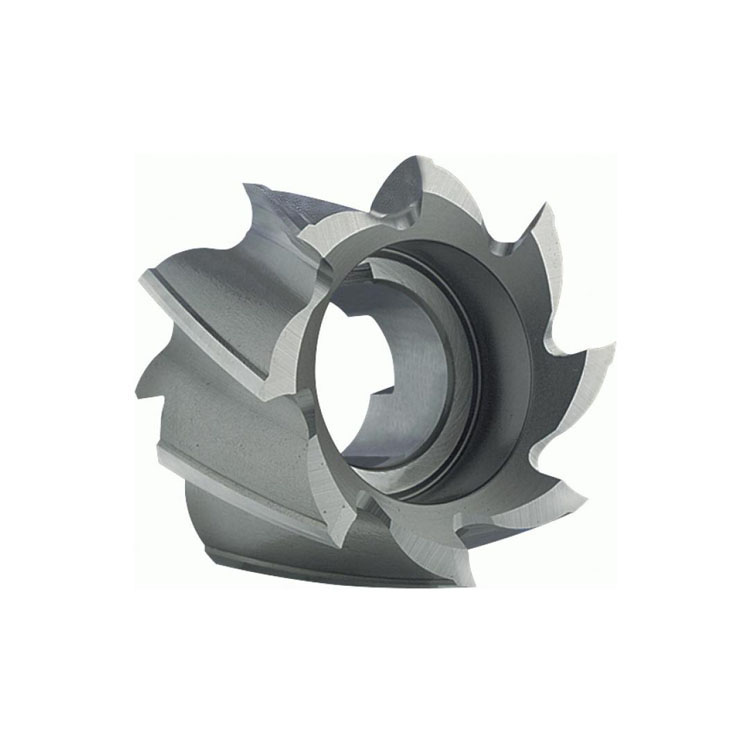
 HSS Metric & Inch T Slot End Mill For Industrial
HSS Metric & Inch T Slot End Mill For Industrial -
 High Precision Medium-Duty Live Center – Hardened Tip, Morse Taper Shank
High Precision Medium-Duty Live Center – Hardened Tip, Morse Taper Shank -
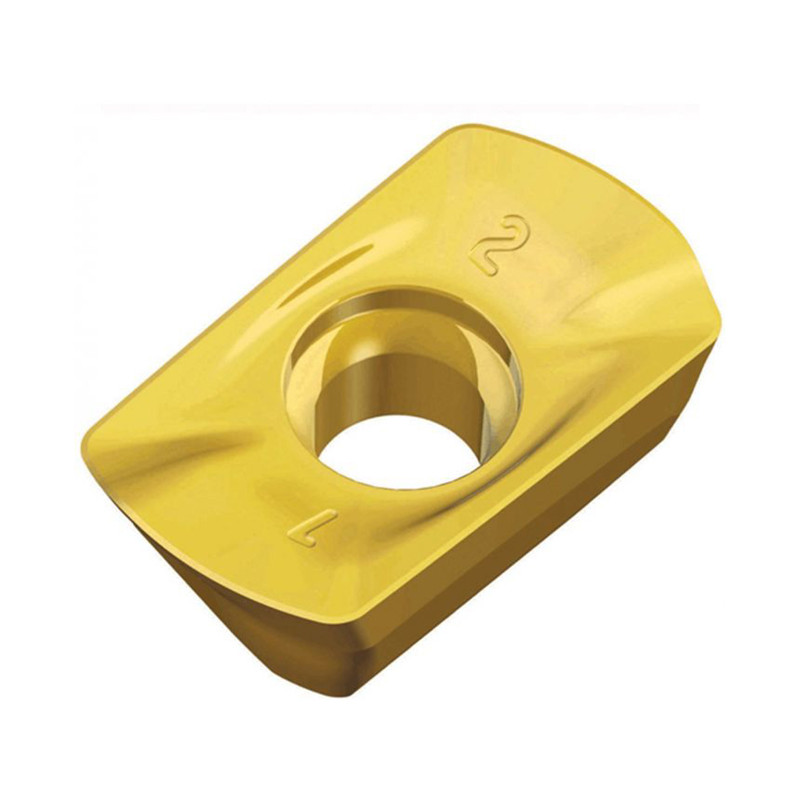 APKT Milling Insert For Indexable Milling Cutter
APKT Milling Insert For Indexable Milling Cutter -
 HSS Hand Reamers – Metric & Inch Sizes, Straight or Spiral Flutes
HSS Hand Reamers – Metric & Inch Sizes, Straight or Spiral Flutes


