
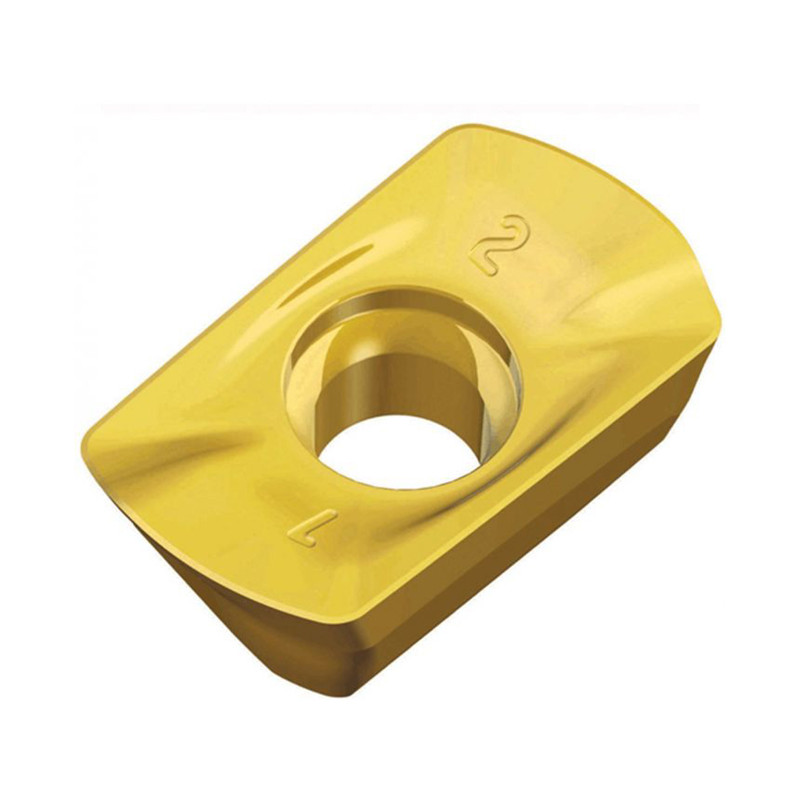
apmt insert
APMT inserts are a popular choice for milling applications due to their versatility and cost-effectiveness. This guide provides a detailed overview of APMT inserts, covering their types, applications, material selection, and best practices for maximizing their performance and lifespan. Understanding these aspects can significantly improve your milling operations and reduce costs.Understanding APMT InsertsWhat are APMT Inserts?APMT inserts are indexable milling inserts commonly used in face milling, shoulder milling, and slotting operations. They are characterized by their positive cutting geometry, which reduces cutting forces and improves tool life. The 'APMT' designation typically refers to the insert shape and clearance angles as defined by industry standards, but specific dimensions and features can vary across manufacturers.Key Features of APMT Inserts Positive Rake Angle: Enhances cutting action and reduces power consumption. Multiple Cutting Edges: Allows for indexing, maximizing insert life. Strong Cutting Edge: Designed to withstand intermittent cutting and varying machining conditions. Wide Range of Grades: Available in various carbide grades to suit different materials and applications.Types of APMT InsertsAPMT 1135 InsertsThe APMT 1135 insert is one of the most common types. The '11' indicates the inscribed circle diameter (11 mm), and '35' relates to the insert thickness and corner radius. They are widely used in general-purpose milling applications.APMT 1604 InsertsAPMT 1604 inserts are larger than APMT 1135 inserts, with an inscribed circle diameter of 16 mm. They offer greater stability and are suitable for heavier cuts and larger milling diameters. The supplier Wayleading Tools offers various APMT insert types.Other VariationsWhile APMT 1135 and APMT 1604 are the most popular, there are other variations with different corner radii, chip breaker geometries, and coatings to optimize performance for specific materials and applications.Applications of APMT InsertsFace MillingAPMT inserts excel in face milling operations, providing a smooth surface finish and high material removal rates. Their positive cutting geometry minimizes vibration and ensures stable cutting.Shoulder MillingIn shoulder milling, APMT inserts can create accurate and square shoulders. The strong cutting edge resists chipping and ensures dimensional accuracy.SlottingAPMT inserts can also be used for slotting operations, especially when combined with the appropriate milling cutter body.Material Selection for APMT InsertsThe correct carbide grade is crucial for optimal performance. Here’s a breakdown of common grades and their applications: Carbide Grade Material Application Characteristics P25-P40 (ISO) Steel Good wear resistance, suitable for general-purpose steel machining. M20-M30 (ISO) Stainless Steel Tougher, resists chipping and edge wear in stainless steel machining. K10-K20 (ISO) Cast Iron High wear resistance, ideal for abrasive cast iron materials. Uncoated Aluminum Sharp cutting edge, avoids built-up edge when machining aluminum. Coatings for APMT InsertsCoatings enhance the performance and lifespan of APMT inserts. Common coatings include: TiN (Titanium Nitride): General-purpose coating for increased wear resistance. TiCN (Titanium Carbonitride): Higher hardness and wear resistance than TiN. AlTiN (Aluminum Titanium Nitride): Excellent heat resistance for high-speed machining. PVD (Physical Vapor Deposition): A coating process that creates a thin, hard layer that improves wear resistance and reduces friction.Best Practices for Using APMT InsertsProper Tool HoldingUse a rigid tool holder to minimize vibration and ensure accurate cutting. Consider using hydraulic chucks or shrink-fit holders for enhanced stability.Correct Cutting ParametersSelect appropriate cutting speeds, feed rates, and depths of cut based on the material being machined and the insert grade. Refer to the manufacturer's recommendations for optimal parameters. Excessive speed or feed can lead to premature insert failure.Coolant ApplicationUse coolant to dissipate heat and lubricate the cutting zone. Proper coolant application can significantly extend insert life and improve surface finish.Regular Inspection and IndexingInspect APMT inserts regularly for wear and damage. Index the insert to a fresh cutting edge as soon as wear is evident. Using worn inserts can damage the workpiece and reduce machining efficiency.Chip EvacuationEnsure effective chip evacuation to prevent chip re-cutting and improve surface finish. Use coolant and compressed air to remove chips from the cutting zone.Troubleshooting Common IssuesChippingChipping can be caused by excessive cutting forces, incorrect cutting parameters, or a worn tool holder. Reduce feed rates, check tool holder rigidity, and ensure the insert grade is appropriate for the material being machined.WearGradual wear is normal, but excessive wear can indicate incorrect cutting parameters or an inappropriate insert grade. Optimize cutting speeds and feed rates, and select a more wear-resistant insert grade.VibrationVibration can be caused by a loose tool holder, excessive cutting forces, or an unstable machine setup. Tighten the tool holder, reduce cutting speeds, and ensure the workpiece is securely clamped.ConclusionAPMT inserts are a versatile and cost-effective solution for a wide range of milling applications. By understanding the different types of APMT inserts, selecting the appropriate material and coating, and following best practices for usage, you can maximize their performance and lifespan, leading to improved machining efficiency and reduced costs. Consider exploring the offerings from Wayleading Tools' selection to find the best APMT insert for your specific needs. They can provide assistance in selecting the right tools for your applications.Disclaimer: The data and recommendations provided in this guide are for informational purposes only. Always consult with a qualified professional before making any decisions related to machining operations.
Related products
Related products





Best selling products
Best selling products-
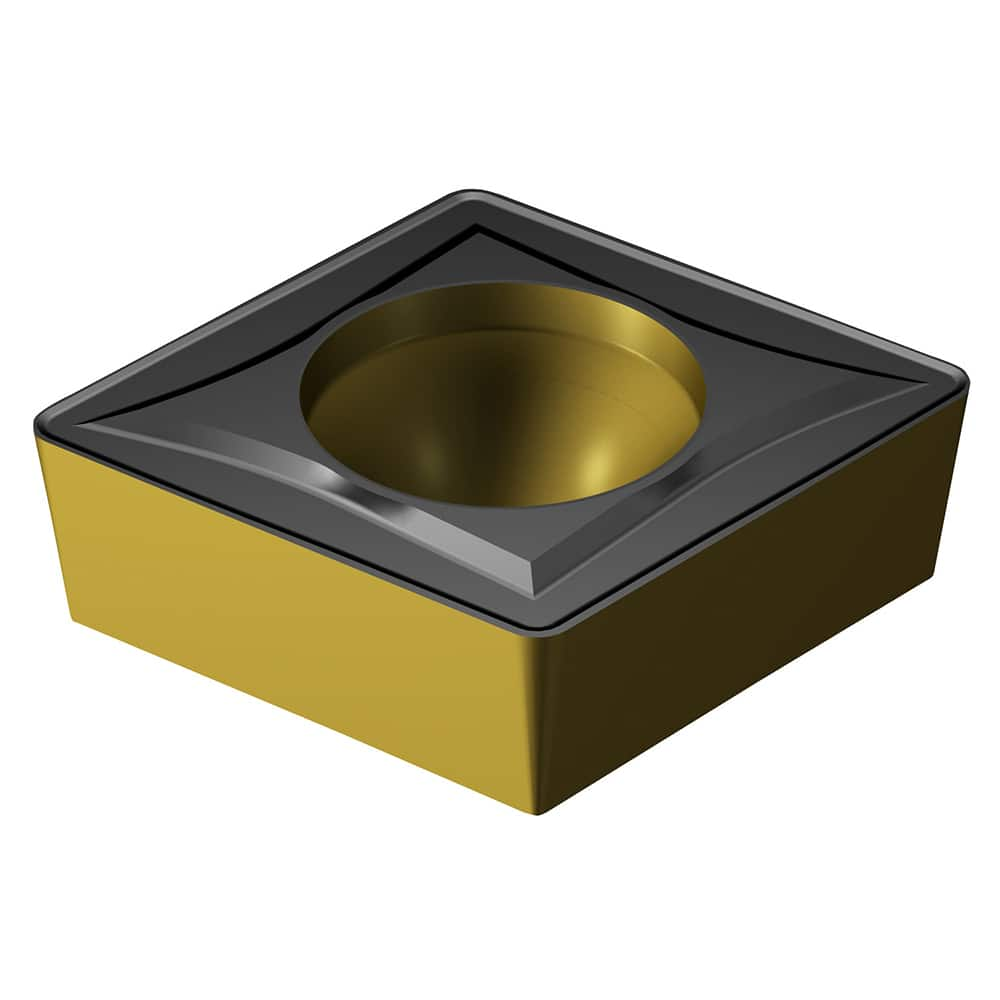 CCMT Turning Insert For Indexable Turning Tool Holder
CCMT Turning Insert For Indexable Turning Tool Holder -
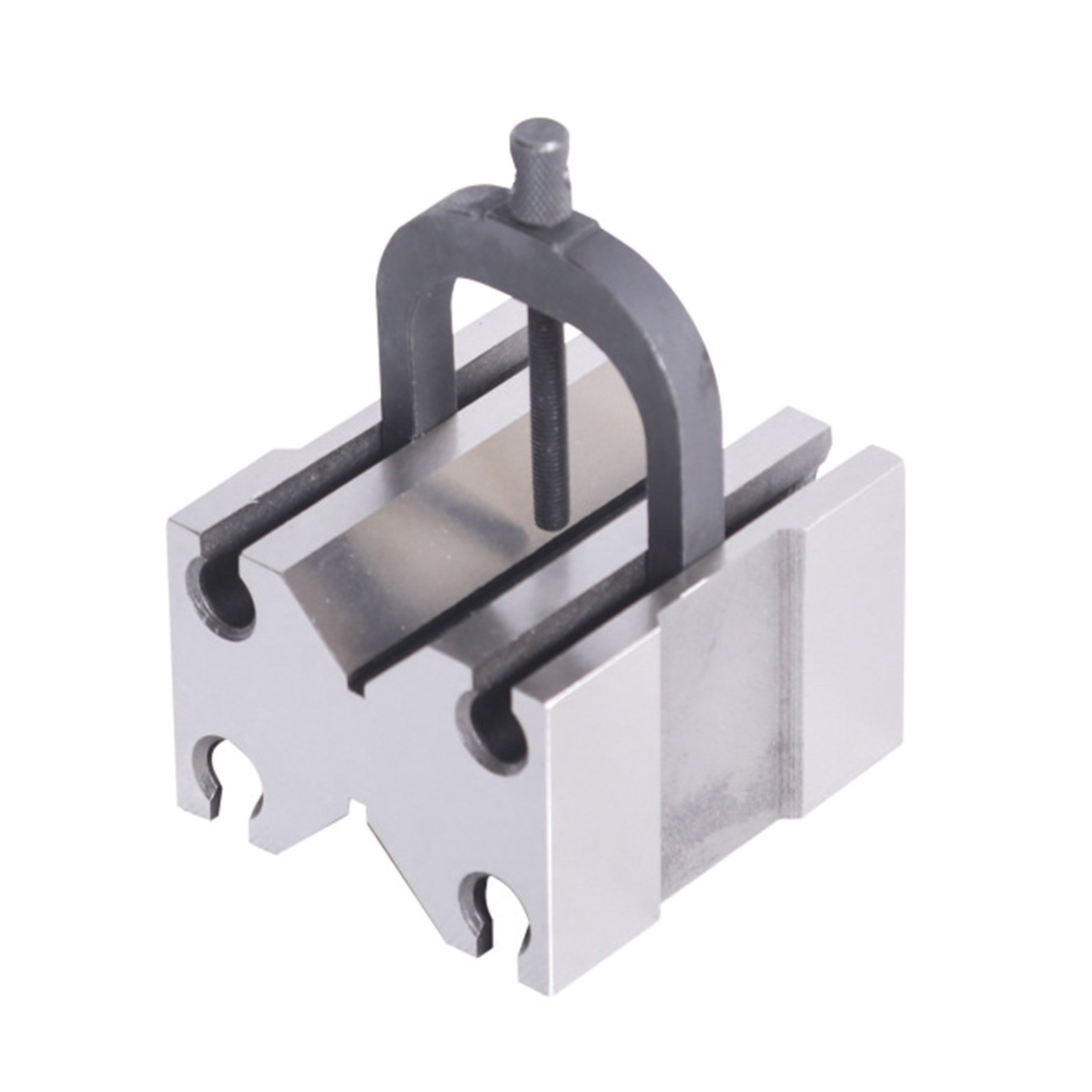
 Precision V Block And Clamps Set With High Quality Type
Precision V Block And Clamps Set With High Quality Type -
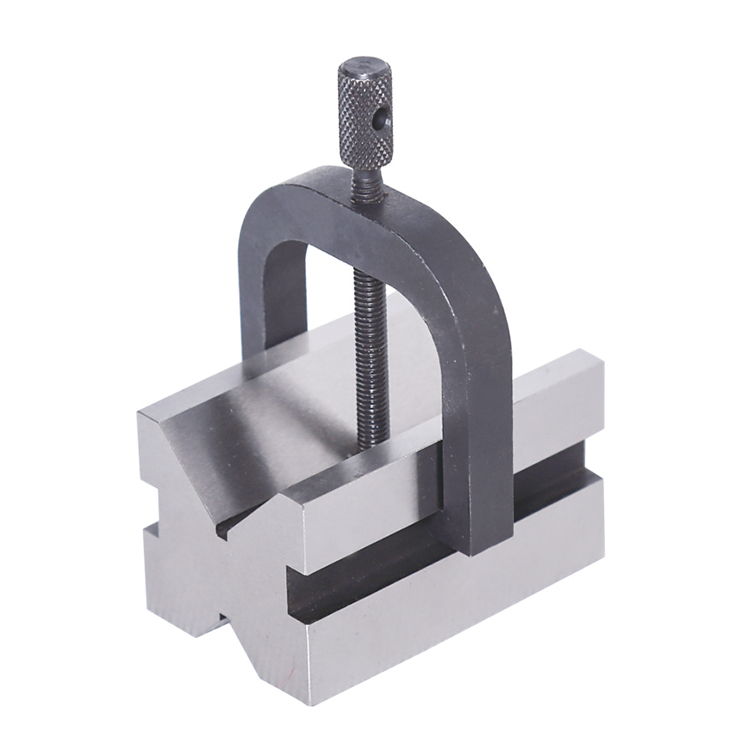
 Precision V Block Set With High Quality Type
Precision V Block Set With High Quality Type -
 HSS 3PCS DIN352 Hand Tap Set With Taper And PLUG Or Bottoming Tap
HSS 3PCS DIN352 Hand Tap Set With Taper And PLUG Or Bottoming Tap -
 Precision Outside Micrometer Set With digit Counter Of Inch & Metric With Rachet Stop
Precision Outside Micrometer Set With digit Counter Of Inch & Metric With Rachet Stop -
 HSS Metric & Inch Corner Rounding End Mill For Industrial
HSS Metric & Inch Corner Rounding End Mill For Industrial -
 Deburring Tool Blades Using For Deburring
Deburring Tool Blades Using For Deburring -
 Indexable Spade Drill Holder With Helical Flute Holder And Taper Shank
Indexable Spade Drill Holder With Helical Flute Holder And Taper Shank -
 Precision Dial Test Indicator Holder For Industrial
Precision Dial Test Indicator Holder For Industrial -
 DIN338 HSS Twist Drill Bit Fully Ground Or TiN Coated
DIN338 HSS Twist Drill Bit Fully Ground Or TiN Coated -
 HSS Keyway Broach With Metric And Inch Size, Push Type
HSS Keyway Broach With Metric And Inch Size, Push Type -
 30PCS HSS Metric And Inch Size MINI Tap & Die Set
30PCS HSS Metric And Inch Size MINI Tap & Die Set


