
Hand Tap
A hand tap is a tool used to create internal threads in a hole, allowing screws and bolts to be securely fastened. Selecting the correct hand tap involves considering material compatibility, thread size, and the type of hand tap best suited for the task (taper, plug, or bottoming).What is a Hand Tap?A hand tap is a cutting tool used to create internal screw threads within a hole. Unlike machine taps designed for automated processes, hand taps are operated manually, providing greater control and precision, especially in situations where machine tapping is impractical or unavailable.Types of Hand TapsThere are three main types of hand taps, each designed for a specific stage of the threading process. Understanding the differences between these types is crucial for achieving accurate and clean threads.Taper Hand TapThe taper hand tap has a gradual taper extending several threads back from the end. This taper helps with alignment and makes starting the threading process easier. It is ideal for starting new threads and is the first tap used in a set.Plug Hand TapThe plug hand tap has a shorter taper than the taper tap, typically 3-5 threads. It's used after the taper tap to continue threading and create a more complete thread profile.Bottoming Hand TapThe bottoming hand tap has almost no taper. It's designed for threading to the bottom of a blind hole (a hole that doesn't go all the way through the material). It's the final tap used in a set to create full threads to the very end of the hole.Choosing the Right Hand Tap SetMost applications require a set of three hand taps (taper, plug, and bottoming) to achieve the best results. Each hand tap in the set plays a crucial role in creating accurate and clean threads.Factors to Consider When Selecting a Hand TapChoosing the right hand tap involves several considerations, including the material you're working with, the thread size and type, and the required thread depth.Material CompatibilityThe material of the hand tap should be compatible with the material you're threading. High-speed steel (HSS) hand taps are suitable for most materials, including steel, aluminum, and plastic. For harder materials like stainless steel or cast iron, consider using cobalt steel hand taps, offered by suppliers like Wayleading Tools, a specialist with 10 years experience in supplying quality tooling. Thread Size and TypeEnsure that the hand tap's thread size and type match the bolt or screw you'll be using. Common thread types include Metric (M), Unified National Coarse (UNC), and Unified National Fine (UNF). Refer to a thread chart to determine the correct size and type.Thread DepthConsider the required thread depth when choosing a hand tap. For blind holes, you'll need a bottoming hand tap to create full threads to the bottom of the hole. For through holes, a taper or plug tap may suffice.How to Use a Hand TapUsing a hand tap correctly is essential for creating accurate and clean threads. Here's a step-by-step guide: Prepare the Hole: Drill a hole of the correct size for the thread you want to create. Consult a tap drill chart for the appropriate drill size. Secure the Workpiece: Secure the workpiece in a vise or clamp to prevent movement during tapping. Start with the Taper Tap: Insert the taper hand tap into a tap handle. Apply cutting oil to the hand tap and the hole. Begin Tapping: Start the hand tap straight into the hole, applying gentle pressure and turning the tap handle clockwise. Advance the Tap: Turn the hand tap a half turn forward, then a quarter turn back to break the chip. Continue this process, applying cutting oil as needed. Switch to Plug Tap: After the taper tap has created sufficient threads, remove it and replace it with the plug tap. Repeat the tapping process. Finish with Bottoming Tap (if needed): If you're threading a blind hole, use the bottoming tap to create full threads to the bottom of the hole. Clean the Threads: Remove the hand tap and clean the threads with compressed air or a brush.Tips for Successful Hand Tapping Use cutting oil to lubricate the hand tap and reduce friction. Apply even pressure and avoid forcing the hand tap. Back off the hand tap regularly to break chips. Keep the hand tap perpendicular to the workpiece. Clean the threads regularly to remove debris.Troubleshooting Common Hand Tapping ProblemsEven with careful technique, problems can sometimes arise during hand tapping. Here are some common issues and how to address them: Broken Hand Tap: This can happen if the hand tap is forced or if the material is too hard. Use a hand tap extractor to remove the broken piece. Stripped Threads: This can occur if the hole is too large or if the hand tap is not properly aligned. Consider using a thread repair kit to fix the stripped threads. Cross-Threading: Ensure the hand tap is started straight and apply even pressure to avoid cross-threading.Hand Tap Materials and CoatingsThe material and coating of a hand tap influence its performance and lifespan. Common materials and coatings include:High-Speed Steel (HSS)HSS hand taps are versatile and suitable for a wide range of materials. They offer a good balance of hardness and toughness.Cobalt SteelCobalt steel hand taps are harder and more heat-resistant than HSS taps, making them ideal for machining harder materials like stainless steel and cast iron.Titanium Nitride (TiN) CoatingTiN coating reduces friction and increases wear resistance, extending the life of the hand tap.Where to Buy Hand TapsHand taps can be purchased from a variety of sources, including: Industrial supply stores Hardware stores Online retailers, such as Wayleading ToolsHand Tap MaintenanceProper maintenance will extend the life of your hand taps. Here are some tips: Clean hand taps after each use. Store hand taps in a dry place to prevent rust. Sharpen hand taps when they become dull.Hand Tap SafetyAlways wear safety glasses when using hand taps. Be careful not to cut yourself on the sharp edges of the hand tap.Hand Tap Sizes Chart ExampleThis table is for example purpose only, always refer to manufacturer's data. Thread Size Tap Drill Size M3 x 0.5 2.5 mm M4 x 0.7 3.3 mm M5 x 0.8 4.2 mm M6 x 1.0 5.0 mm Disclaimer: Always consult a reputable tap drill chart for accurate and up-to-date information.
Related products
Related products







Best selling products
Best selling products-
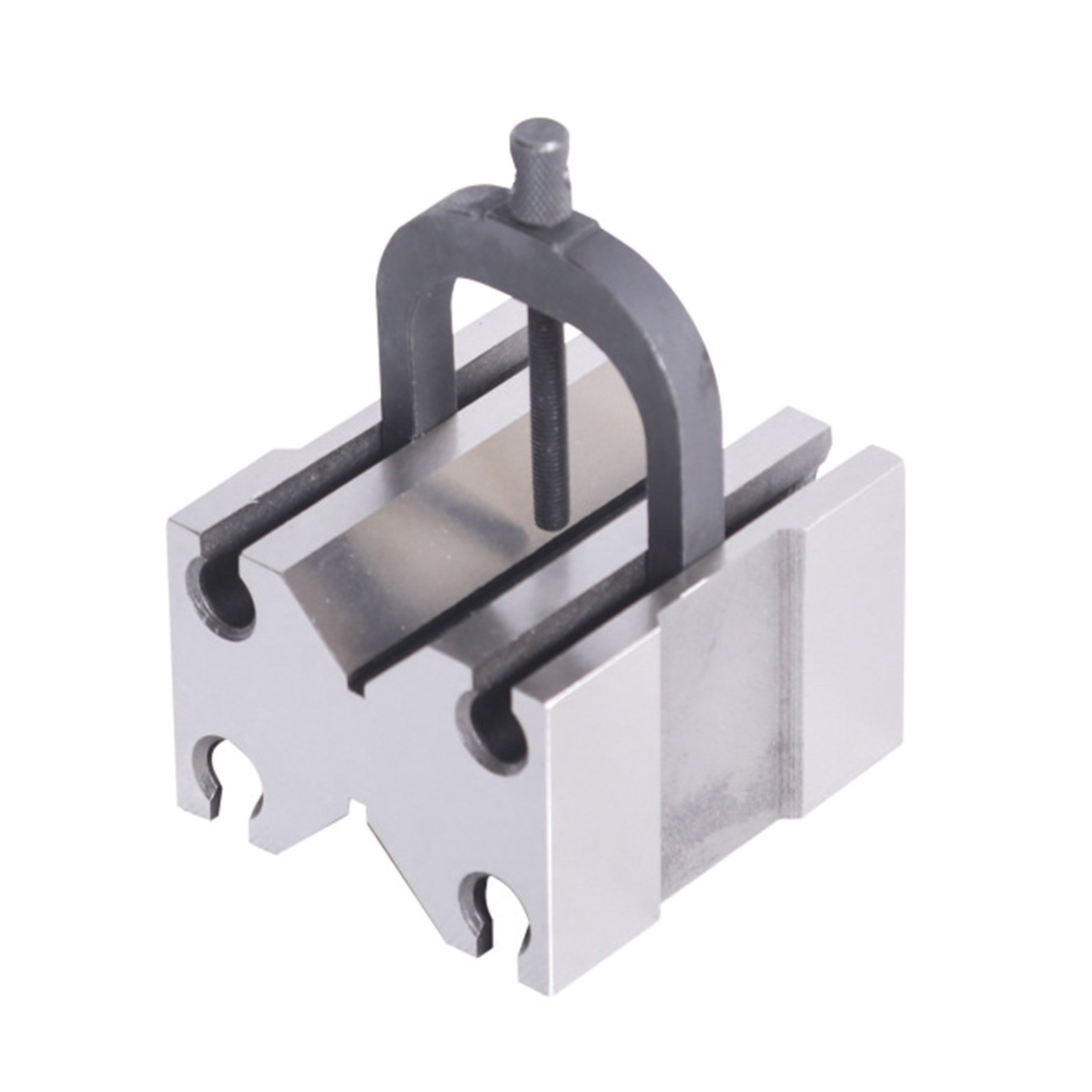 Precision V Block And Clamps Set With Industry Type
Precision V Block And Clamps Set With Industry Type -
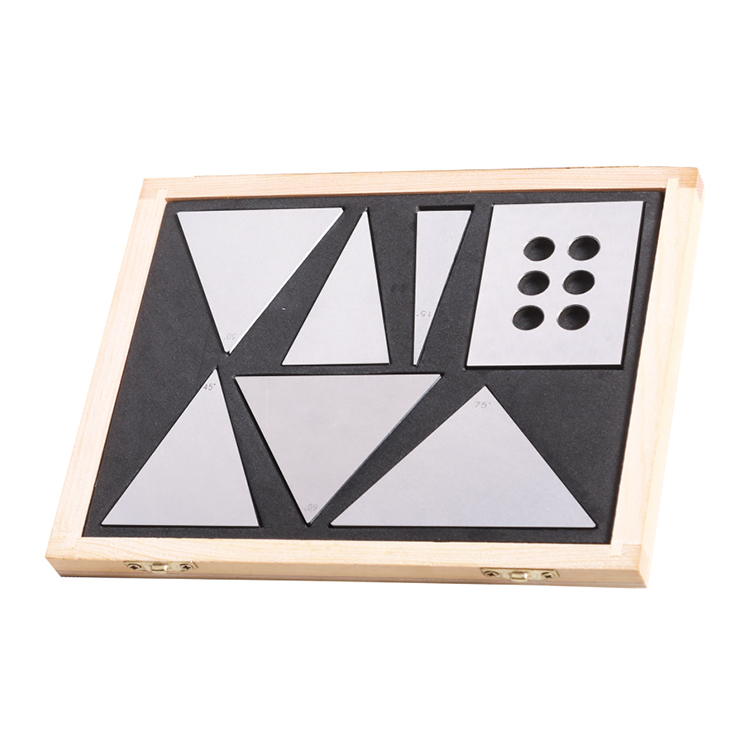 Precision 7pcs Angle Blocks Set With High Quality Type
Precision 7pcs Angle Blocks Set With High Quality Type -
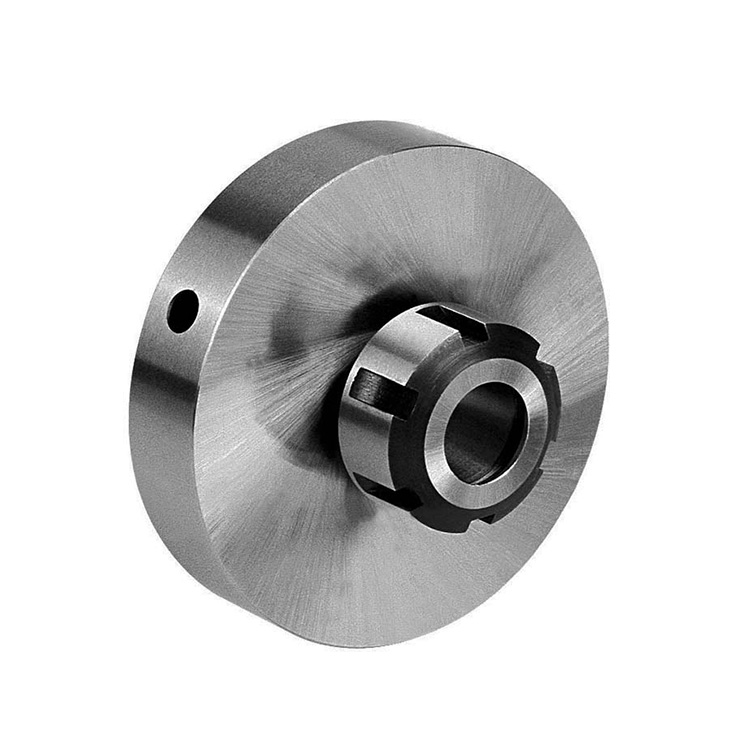
 Inch ER Collets With Hight Precision Milling
Inch ER Collets With Hight Precision Milling -
 HSS Metric 4 Flute End Mills With Bright Or TiN And TiAlN Coated
HSS Metric 4 Flute End Mills With Bright Or TiN And TiAlN Coated -
 Precision 8pcs & 9pcs Angle Blocks Set With High Quality Type
Precision 8pcs & 9pcs Angle Blocks Set With High Quality Type -
 High Precision BT-ER Collet Chuck – CNC Tool Holder, Spring Type, ER16–ER40
High Precision BT-ER Collet Chuck – CNC Tool Holder, Spring Type, ER16–ER40 -
 25PCS DIN338 HSS Twist Drill Bit Set From 1-13mm
25PCS DIN338 HSS Twist Drill Bit Set From 1-13mm -
 Parting & Grooving Tool Blades For GTN Blades
Parting & Grooving Tool Blades For GTN Blades -
 Precision IP54 Digital Caliper With Data Output For Industrial
Precision IP54 Digital Caliper With Data Output For Industrial -
 DIN333A HSS Center Drills With Milled & Fully Ground Flute
DIN333A HSS Center Drills With Milled & Fully Ground Flute -
 Plain Back ER Collet Fixture With Lathe Collet Chuck
Plain Back ER Collet Fixture With Lathe Collet Chuck -
 Precision IP65 Digital Outside Micrometer Of Inch & Metric With Data Output
Precision IP65 Digital Outside Micrometer Of Inch & Metric With Data Output


