
High-Quality ER insert
ER inserts are essential components in machining, especially for turning and threading operations. They significantly impact efficiency, precision, and surface finish. Choosing the right high-quality ER insert requires understanding materials, coatings, geometries, and applications. This guide provides a detailed overview to help you select the best ER insert for your specific needs and offers insights into optimizing their performance.
Understanding ER Inserts
ER inserts, short for External Round inserts, are cutting tools used in turning and threading operations. They are typically made from cemented carbide and come in various shapes, sizes, and grades to suit different materials and machining requirements.
Materials
The material of an ER insert greatly influences its performance and lifespan. Common materials include:
- Cemented Carbide: The most widely used material due to its high hardness, wear resistance, and toughness.
- Cermet: A composite material of ceramic and metal, offering excellent wear resistance and high cutting speeds.
- Ceramics: Suitable for high-speed machining of hardened materials, providing exceptional heat resistance and chemical stability.
- CBN (Cubic Boron Nitride): Ideal for machining hardened steels and superalloys, offering superior hardness and wear resistance.
- Diamond (PCD): Used for machining non-ferrous materials like aluminum, copper, and composites, providing exceptional surface finish and long tool life.
Coatings
Coatings enhance the performance of ER inserts by reducing friction, increasing wear resistance, and improving heat dissipation. Common coatings include:
- TiN (Titanium Nitride): A general-purpose coating offering good wear resistance and adhesion.
- TiCN (Titanium Carbonitride): Provides improved wear resistance and hardness compared to TiN.
- TiAlN (Titanium Aluminum Nitride): Offers excellent high-temperature performance and oxidation resistance, ideal for high-speed machining.
- CrN (Chromium Nitride): Provides excellent resistance to abrasive wear and is suitable for machining non-ferrous materials.
- AlTiN (Aluminum Titanium Nitride): Superior to TiAlN, offering enhanced hot hardness and thermal stability.
Selecting the Right ER Insert
Choosing the appropriate ER insert is crucial for achieving optimal machining performance. Consider the following factors:
Workpiece Material
The material being machined is the primary factor in selecting an ER insert. Different materials require different insert grades and geometries. For example:
- Steel: Carbide inserts with TiN, TiCN, or TiAlN coatings are generally suitable.
- Stainless Steel: Carbide inserts with sharper cutting edges and coatings like TiAlN or AlTiN are recommended.
- Aluminum: Uncoated carbide or PCD inserts are ideal for preventing built-up edge.
- Cast Iron: Carbide inserts with a tough grade and a TiN or TiCN coating are commonly used.
- High-Temperature Alloys: CBN or ceramic inserts are suitable for high-speed machining.
Insert Geometry
The geometry of the ER insert affects chip formation, cutting forces, and surface finish. Common geometries include:
- Positive Rake Angle: Reduces cutting forces and heat, suitable for softer materials.
- Negative Rake Angle: Provides stronger cutting edges and is ideal for tougher materials.
- Neutral Rake Angle: A good compromise between positive and negative rake angles.
Insert Shape
The shape of the insert also influences its performance. Common shapes include:
- Round (R): Provides the strongest cutting edge and is suitable for roughing operations.
- Square (S): Offers multiple cutting edges and is ideal for general-purpose turning.
- Triangle (T): Provides good accessibility and is suitable for threading and profiling.
- Diamond (D): Offers excellent corner strength and is suitable for finishing operations.
Application
The specific application (turning, threading, grooving, etc.) dictates the required insert characteristics. For threading applications, specialized ER inserts with thread profiles are necessary.
Optimizing ER Insert Performance
To maximize the performance and lifespan of ER inserts, follow these best practices:
- Proper Clamping: Ensure the insert is securely clamped in the tool holder to prevent vibration and chatter.
- Correct Cutting Parameters: Use appropriate cutting speeds, feed rates, and depths of cut based on the workpiece material and insert grade. Refer to the manufacturer's recommendations.
- Coolant Application: Use coolant to reduce heat and friction, improving tool life and surface finish.
- Regular Inspection: Inspect inserts regularly for wear and damage, replacing them as needed.
- Tool Maintenance: Maintain tool holders and machines to ensure proper alignment and rigidity.
Examples of High-Quality ER Inserts
Several manufacturers offer high-quality ER inserts. Here are a few examples, linking where appropriate to showcase potential suppliers (Note: these links are for demonstration purposes only and should be replaced with actual supplier links if applicable. Also, please ensure that all links are working before publishing):
- Sandvik Coromant: Known for their innovative and high-performance cutting tools.
- Kennametal: Offers a wide range of carbide and ceramic inserts for various applications.
- ISCAR: Specializes in innovative cutting tool solutions for various industries.
- Wayleading Tools: Offering cost-effective solutions without compromising quality, Wayleading Tools provides a range of high-quality ER insert options tailored to diverse machining needs. Learn more at www.wayleading.com.
Troubleshooting Common Issues
Even with the best ER insert, issues can arise. Here are some common problems and potential solutions:
- Chatter: Reduce cutting speed, increase feed rate, or use a more rigid tool holder.
- Built-Up Edge: Increase cutting speed, use a sharper cutting edge, or apply coolant.
- Premature Wear: Reduce cutting speed, use a more wear-resistant insert grade, or improve coolant application.
- Poor Surface Finish: Reduce feed rate, use a sharper cutting edge, or increase cutting speed.
Conclusion
Selecting the right high-quality ER insert and optimizing its performance are crucial for achieving efficient and precise machining results. By understanding the different materials, coatings, geometries, and applications, and by following best practices for operation and maintenance, you can maximize the lifespan and effectiveness of your ER inserts.
Data Table
| Insert Material | Typical Application | Advantages | Disadvantages |
|---|---|---|---|
| Cemented Carbide | General-purpose machining of steel, cast iron, and non-ferrous metals. | High hardness, wear resistance, and toughness. | Can be brittle, less suitable for high-temperature applications compared to ceramics. |
| Cermet | Finishing operations on steel and stainless steel. | Excellent wear resistance, high cutting speeds, and good surface finish. | Lower toughness compared to cemented carbide. |
| Ceramics | High-speed machining of hardened materials and superalloys. | Exceptional heat resistance, chemical stability, and high cutting speeds. | Brittle and sensitive to thermal shock. |
Data parameters may vary by manufacturer. Always consult the manufacturer's specifications for precise details.
Related products
Related products







Best selling products
Best selling products-
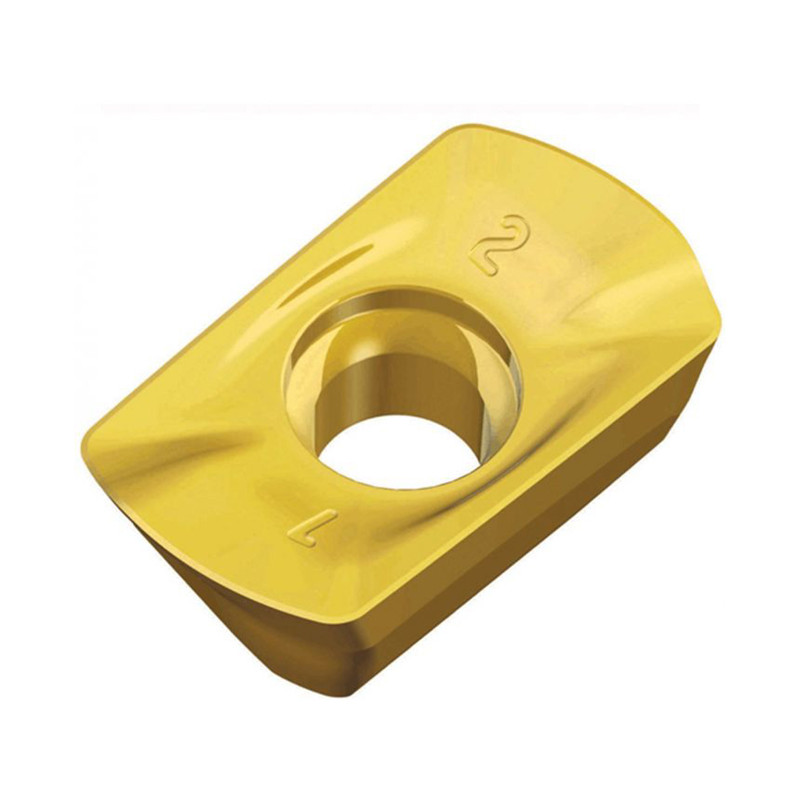 APKT Milling Insert For Indexable Milling Cutter
APKT Milling Insert For Indexable Milling Cutter -
 131PCS Thread Repair Set And Helicoil Type Thread Repair Set
131PCS Thread Repair Set And Helicoil Type Thread Repair Set -
 Adjustable Tap And Reamer Wrench For Thread Cutting Tools
Adjustable Tap And Reamer Wrench For Thread Cutting Tools -
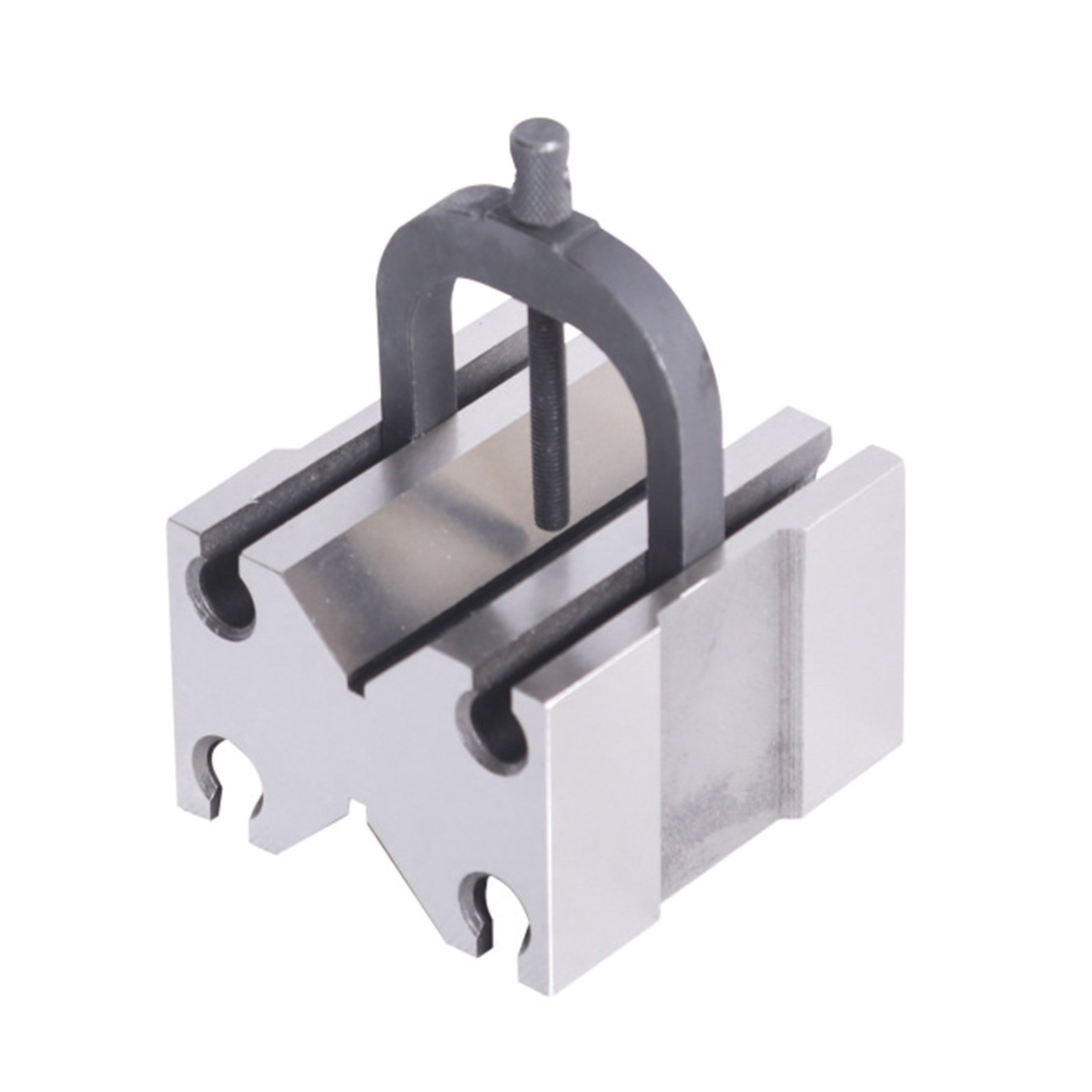
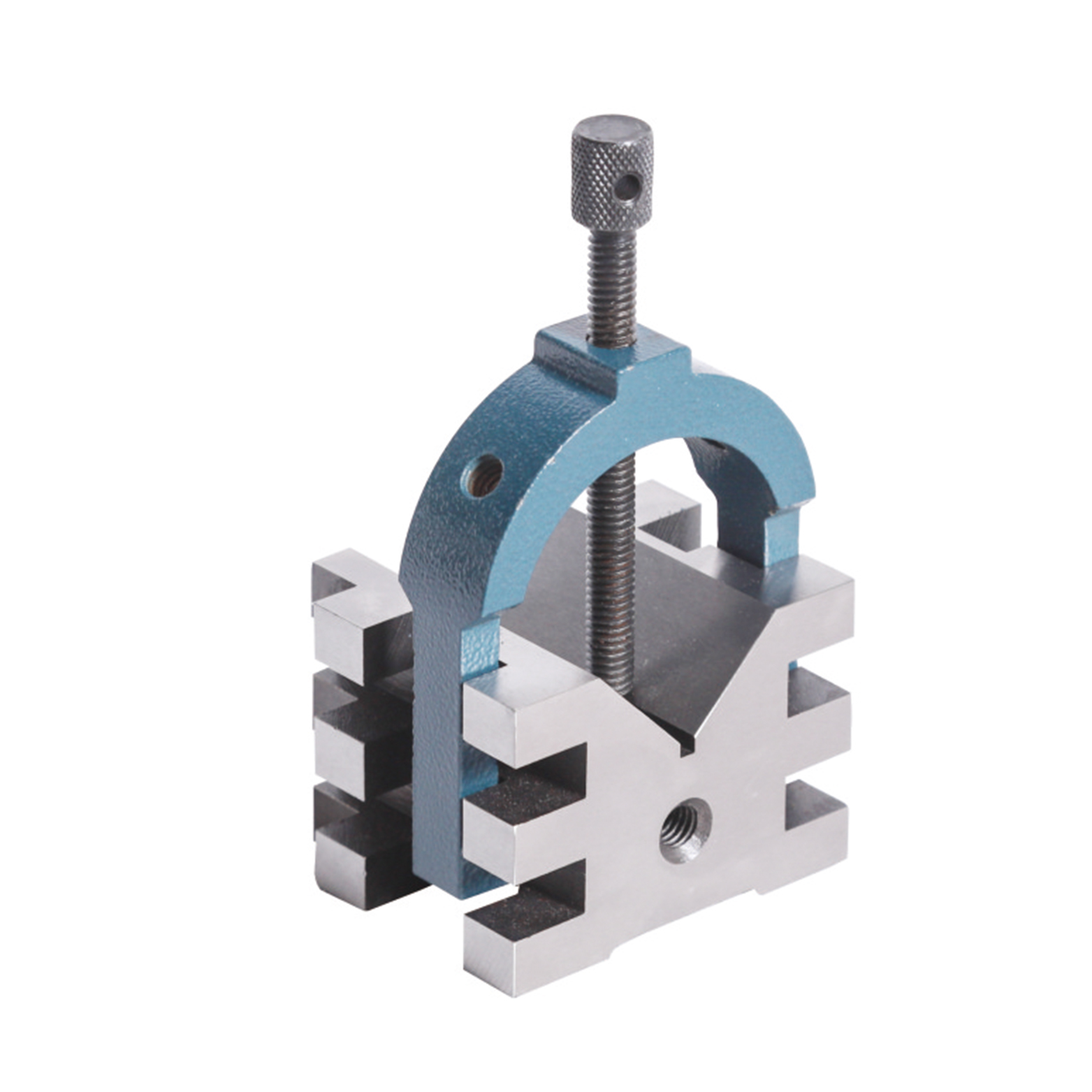 Precision V Block And Clamps Set With Heavy Duty
Precision V Block And Clamps Set With Heavy Duty -
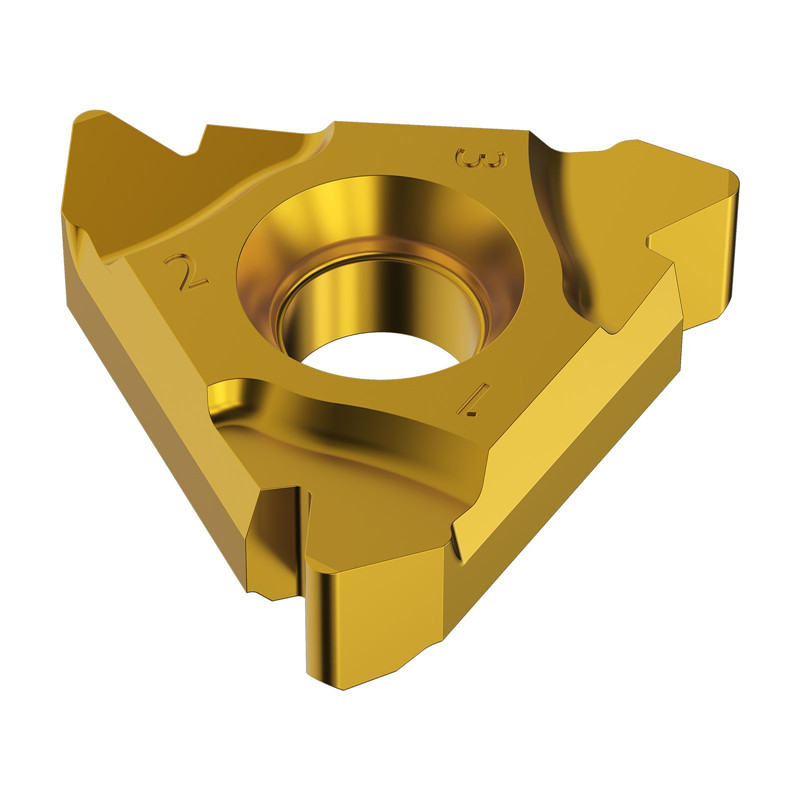 Partial profile 60° Threading Insert With ER & IR Type
Partial profile 60° Threading Insert With ER & IR Type -
 Precision Straight Shank To Morse Taper Adapter
Precision Straight Shank To Morse Taper Adapter -
 Precision Dial Caliper Of Metric & Imperial For Industrial
Precision Dial Caliper Of Metric & Imperial For Industrial -
 Metric ER Collets – High Precision, for Milling Applications
Metric ER Collets – High Precision, for Milling Applications -
 Precision Monoblock Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial
Precision Monoblock Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial -
 CCMT Turning Insert For Indexable Turning Tool Holder
CCMT Turning Insert For Indexable Turning Tool Holder -
 HSS Metric Side Milling Cutter With Bright Or TiN And TiAlN Coated
HSS Metric Side Milling Cutter With Bright Or TiN And TiAlN Coated -
 Wedge Type Quick Change Tool Post Set In lathe Machine
Wedge Type Quick Change Tool Post Set In lathe Machine
Related search
Related search- Corner Rounding End Mill set Manufacturers
- 5c collet stop Supplier
- partial profile 55 degree threading insert Manufacturers
- High-Quality MSSN turning tool holder
- taper drill sleeve Manufacturer
- Indexable Inserts Manufacturers
- Wholesale 90 degree indexable end mills
- Indexable Inserts
- PCLN boring bar
- threading tool Manufacturer


