
High-Quality partial profile 60 degree threading insert
A high-quality partial profile 60 degree threading insert is crucial for precise and efficient thread cutting. This guide explores the key features, applications, selection criteria, and maintenance tips for these essential cutting tools, helping you optimize your threading operations and achieve superior results. Whether you're working with steel, stainless steel, or aluminum, understanding the nuances of partial profile 60 degree threading inserts is paramount.
Understanding Partial Profile 60 Degree Threading Inserts
What is a Partial Profile Threading Insert?
A partial profile 60 degree threading insert is a specialized cutting tool designed to create threads on workpieces. Unlike full profile inserts, partial profile inserts only cut the flank angle of the thread and require multiple passes to achieve the final thread form. The 60-degree designation refers to the angle of the thread form, which is a standard for many common thread types, including metric and unified threads. At Wayleading Tools, we understand the precision required for threading operations, which is why we focus on providing tools that meet the highest quality standards.
Advantages of Using Partial Profile Inserts
Partial profile 60 degree threading inserts offer several advantages over full profile inserts:
- Versatility: One insert can be used for different thread pitches of the same profile, reducing tooling costs.
- Improved Surface Finish: The lighter cutting action generally produces a better surface finish.
- Reduced Cutting Forces: Lower cutting forces minimize vibration and improve tool life.
- Cost-Effective: Less expensive than full profile inserts, especially when multiple pitches are required.
Common Applications
These inserts are commonly used in CNC lathes, screw machines, and threading machines for a wide range of applications, including:
- Manufacturing fasteners (screws, bolts, nuts)
- Creating threaded components for machinery
- Producing threads on pipes and fittings
- Repairing damaged threads
Selecting the Right Partial Profile 60 Degree Threading Insert
Material Selection
Choosing the right insert material is crucial for performance and tool life. Common materials include:
- Carbide: Provides excellent wear resistance and is suitable for a wide range of materials.
- Coated Carbide: Offers enhanced wear resistance and higher cutting speeds. Coatings like TiN (Titanium Nitride), TiCN (Titanium Carbonitride), and AlTiN (Aluminum Titanium Nitride) are common.
- Cermet: A composite material offering a good balance of wear resistance and toughness.
Insert Geometry
The insert geometry affects cutting performance and chip control. Factors to consider include:
- Rake Angle: A positive rake angle reduces cutting forces but may weaken the cutting edge. A negative rake angle provides a stronger cutting edge but increases cutting forces.
- Clearance Angle: Provides clearance between the insert and the workpiece, preventing rubbing and improving surface finish.
- Chipbreaker Design: Helps to break chips into smaller, manageable pieces, preventing chip buildup and improving coolant flow.
Grade Selection
The grade of the carbide or cermet affects its properties, such as hardness, toughness, and wear resistance. Select a grade that is appropriate for the workpiece material and cutting conditions. Consult manufacturer data sheets for specific recommendations. We, at Wayleading Tools, can also provide guidance based on your specific application.
Optimizing Threading Operations
Proper Tool Holding
A rigid tool holder is essential for minimizing vibration and ensuring accurate threading. Choose a tool holder that is designed for threading inserts and provides secure clamping. An unstable setup will lead to chatter and poor thread quality.
Cutting Parameters
Selecting the correct cutting parameters, such as cutting speed, feed rate, and depth of cut, is critical for achieving optimal performance. Consult the insert manufacturer's recommendations for specific guidelines. However, the following general guidelines apply:
- Cutting Speed: Start with a conservative cutting speed and gradually increase it until optimal performance is achieved.
- Feed Rate: Use a feed rate that is appropriate for the thread pitch.
- Depth of Cut: Use multiple passes with a small depth of cut per pass to achieve the final thread form. This helps to minimize cutting forces and improve surface finish.
| Material | Cutting Speed (SFM) | Depth of Cut (per pass) |
|---|---|---|
| Steel | 200-400 | 0.002-0.005' |
| Stainless Steel | 100-250 | 0.001-0.003' |
| Aluminum | 400-800 | 0.003-0.006' |
*Note: These values are approximate and may need to be adjusted based on specific conditions.*
Coolant Application
Proper coolant application is essential for cooling the insert, lubricating the cutting zone, and flushing away chips. Use a coolant that is appropriate for the workpiece material and cutting conditions. Flood coolant is typically used for threading operations, but mist coolant can also be effective in some cases.
Troubleshooting Common Threading Problems
Chatter
Chatter is a common problem in threading operations that can result in poor surface finish and reduced tool life. Possible causes of chatter include:
- Insufficient tool rigidity
- Excessive cutting speed
- Incorrect feed rate
- Worn inserts
Poor Surface Finish
A poor surface finish can be caused by several factors, including:
- Worn inserts
- Incorrect cutting parameters
- Insufficient coolant
- Vibration
Short Tool Life
Short tool life can be caused by:
- Using the wrong insert material or grade
- Excessive cutting speed
- Insufficient coolant
- Incorrect tool holding
Maintenance and Care
Storage
Store inserts in a clean, dry place to prevent corrosion and damage. Keep them in their original packaging or in a dedicated storage container.
Inspection
Regularly inspect inserts for wear and damage. Replace worn or damaged inserts immediately to prevent poor thread quality and potential machine damage.
Handling
Handle inserts with care to avoid chipping or damaging the cutting edges. Use appropriate tools for installing and removing inserts.
Conclusion
Mastering the use of partial profile 60 degree threading inserts requires a comprehensive understanding of the tool's characteristics, application, and maintenance. By carefully selecting the right insert for your specific needs and optimizing your threading operations, you can achieve superior results and maximize productivity. Remember to always consult manufacturer's recommendations and seek expert advice when needed. If you're looking for high-quality threading inserts and knowledgeable support, contact Wayleading Tools today! We have a team of experts ready to assist you with your tooling needs.
Disclaimer: The information provided in this article is for general guidance only. Always consult the insert manufacturer's recommendations and follow safe machining practices.
Related products
Related products





Best selling products
Best selling products-
 Parting & Grooving Tool Set With SLTB Blcok, NCIH Blades, GTN Inserts
Parting & Grooving Tool Set With SLTB Blcok, NCIH Blades, GTN Inserts -
 GTN Parting & Grooving Insert For NCIH Blade
GTN Parting & Grooving Insert For NCIH Blade -
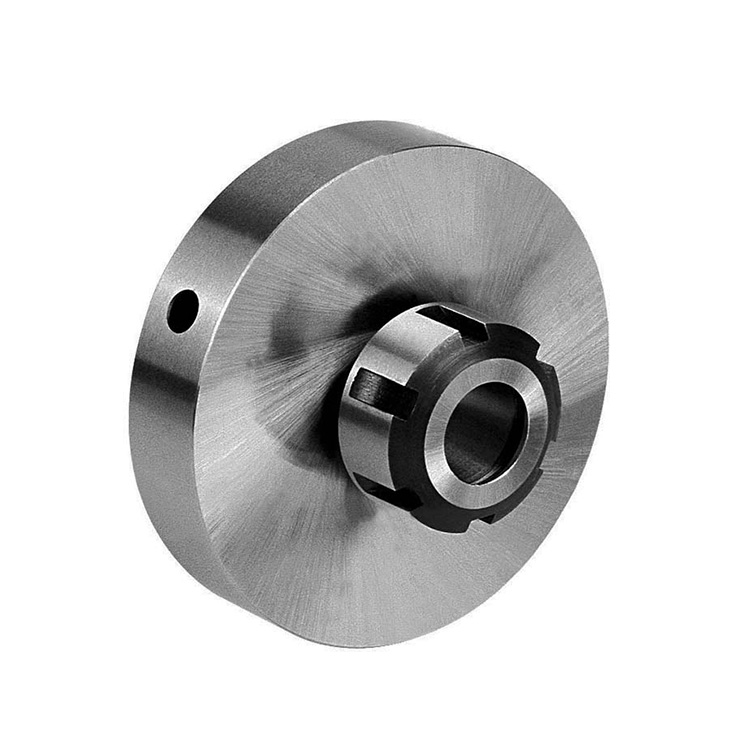 Plain Back ER Collet Fixture With Lathe Collet Chuck
Plain Back ER Collet Fixture With Lathe Collet Chuck -
 Outside Micrometer Set Of Inch & Metric For Industrial
Outside Micrometer Set Of Inch & Metric For Industrial -
 Premium Outside Micrometer – Metric & Inch, Ratchet Stop, Industrial Grade
Premium Outside Micrometer – Metric & Inch, Ratchet Stop, Industrial Grade -
 Indexable External Threading Tool Holder – SER / SEL, Metric & Inch
Indexable External Threading Tool Holder – SER / SEL, Metric & Inch -
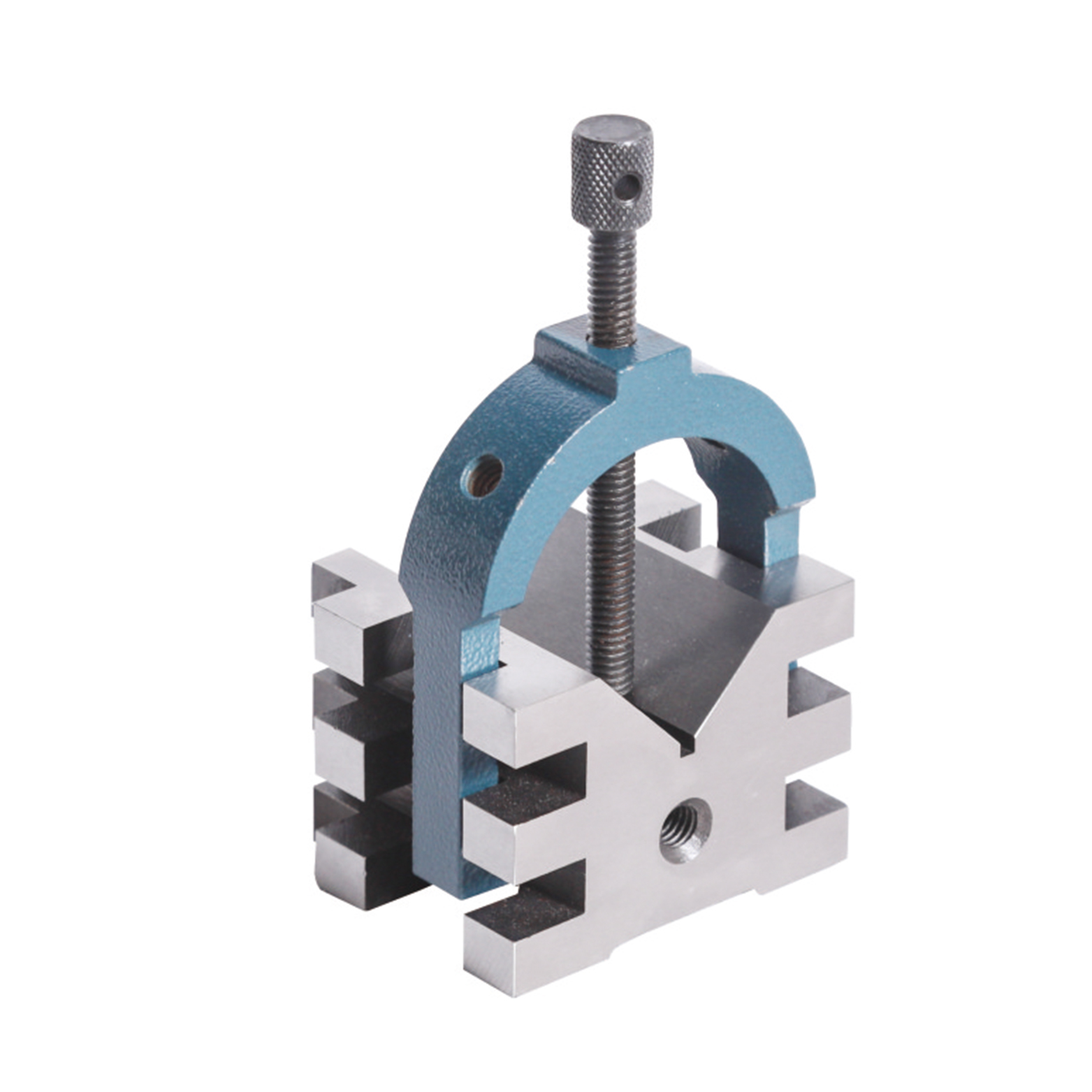
 Precision V Block And Clamps Set With Customized Type
Precision V Block And Clamps Set With Customized Type -
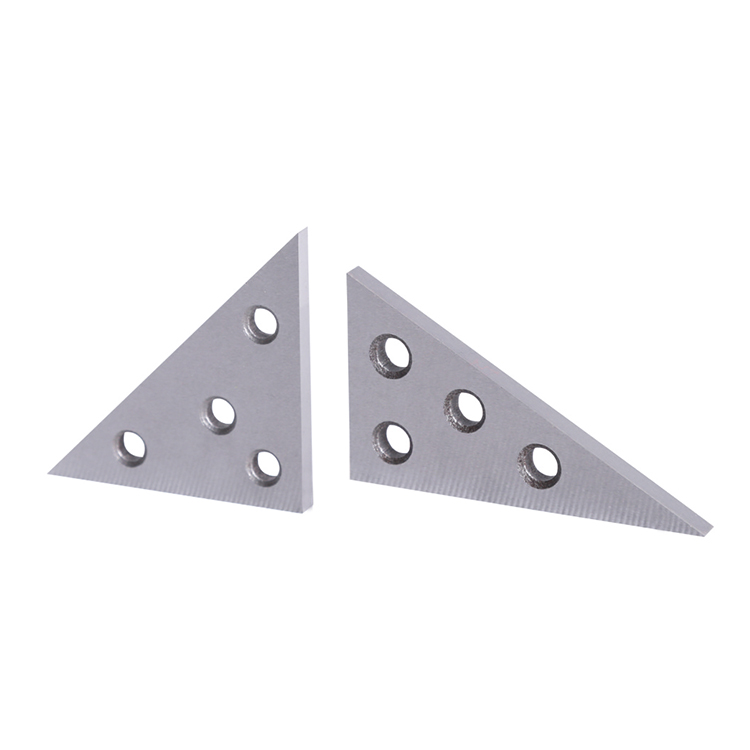
 Precision 8pcs & 9pcs Angle Blocks Set With High Quality Type
Precision 8pcs & 9pcs Angle Blocks Set With High Quality Type -
 3 Flutes HSS Counterbore Drill Bit With Metric And Inch Size
3 Flutes HSS Counterbore Drill Bit With Metric And Inch Size -
 MT/R8 Shank Quick Change Tapping Chuck With MT & R8 Shank
MT/R8 Shank Quick Change Tapping Chuck With MT & R8 Shank -
 Single Wheel Knurling Tools With Straight Pattern For Industrial Type
Single Wheel Knurling Tools With Straight Pattern For Industrial Type -
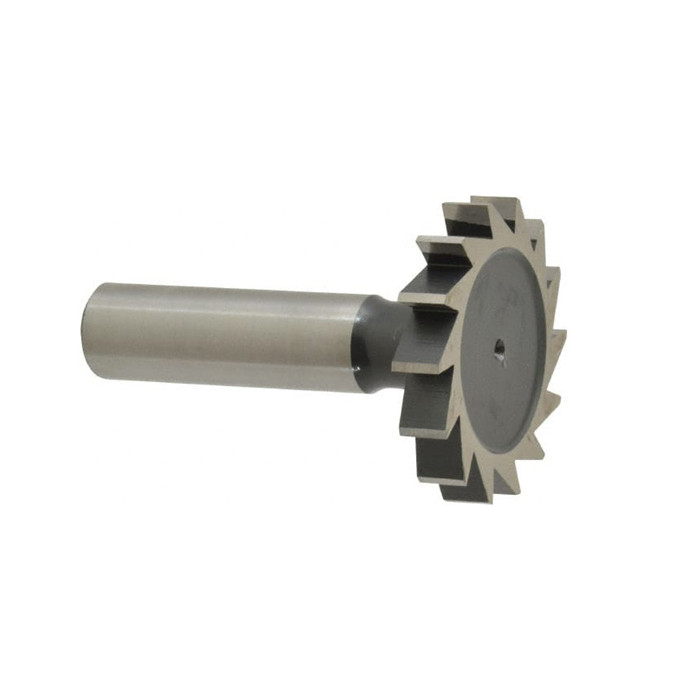 HSS Metric & Inch Woodruff Keyseat Cutter With Straight Or staggered Teeth
HSS Metric & Inch Woodruff Keyseat Cutter With Straight Or staggered Teeth


