
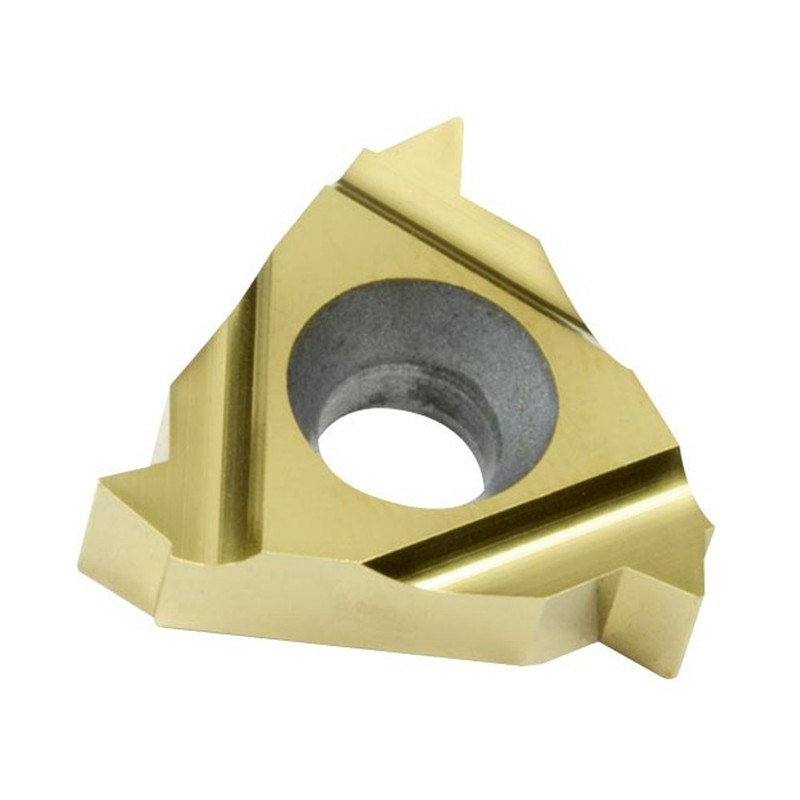
High-Quality vnmg insert
VNMG inserts are essential cutting tools in metal machining, known for their versatility and efficiency. This comprehensive guide explores the various aspects of high-quality VNMG inserts, including their types, applications, selection criteria, and maintenance tips, ensuring you choose the right tool for your specific machining needs and achieve optimal performance. Discover the key factors influencing insert quality and how to maximize their lifespan in demanding industrial environments.
Understanding VNMG Inserts
What is a VNMG Insert?
A VNMG insert is a type of indexable cutting tool used in turning operations. The acronym 'VNMG' refers to the insert's shape and clearance angles, where:
- V: Indicates a V-shape.
- N: Denotes a 0° clearance angle.
- M: Refers to the insert's tolerance and dimensions.
- G: Specifies that the insert has a hole for clamping.
Advantages of Using VNMG Inserts
VNMG inserts offer several advantages in machining processes:
- Versatility: Suitable for a wide range of materials, including steel, stainless steel, cast iron, and non-ferrous metals.
- High Cutting Speeds: Allow for faster material removal rates, increasing productivity.
- Long Tool Life: Durable materials and coatings extend the insert's lifespan, reducing downtime for tool changes.
- Cost-Effectiveness: Indexable design allows for multiple cutting edges per insert, reducing overall tooling costs.
- Precision: Deliver high precision and excellent surface finishes on machined parts.
Factors Determining the Quality of VNMG Inserts
Material Composition
The material used in manufacturing VNMG inserts is a primary factor in determining their quality. Cemented carbide is the most common material, consisting of tungsten carbide (WC) and cobalt (Co). The proportion of WC and Co, as well as the grain size of the carbide, affects the insert's hardness, toughness, and wear resistance.
High-quality inserts often use finer grain carbides and may include additional elements like titanium carbide (TiC), tantalum carbide (TaC), and niobium carbide (NbC) to improve specific properties.
Coating Technology
Coatings play a crucial role in enhancing the performance and lifespan of VNMG inserts. Common coating materials include:
- Titanium Nitride (TiN): Provides good wear resistance and is suitable for general-purpose applications.
- Titanium Carbonitride (TiCN): Offers higher hardness and better abrasive wear resistance compared to TiN.
- Aluminum Oxide (Al2O3): Excellent for high-speed machining of steel and cast iron due to its chemical inertness and high-temperature resistance.
- Diamond-Like Carbon (DLC): Provides exceptional lubricity and is ideal for machining non-ferrous materials like aluminum and copper.
The coating process, such as Chemical Vapor Deposition (CVD) or Physical Vapor Deposition (PVD), also affects the coating's adhesion and uniformity.
Manufacturing Precision
Precise manufacturing processes are essential for ensuring the dimensional accuracy and consistency of VNMG inserts. High-quality inserts are manufactured to tight tolerances, ensuring proper fit and alignment in tool holders. Accurate grinding and finishing processes are critical for achieving sharp cutting edges and smooth rake faces, which improve cutting performance and reduce friction.
Selecting the Right VNMG Insert
Material to be Machined
The material being machined is a key factor in selecting the appropriate VNMG insert. Different materials require different insert geometries, grades, and coatings. For example:
- Steel: Requires inserts with high toughness and wear resistance, such as those with TiCN or Al2O3 coatings.
- Stainless Steel: Benefits from inserts with sharp cutting edges and coatings that resist built-up edge (BUE), such as PVD-coated inserts.
- Cast Iron: Often machined with inserts having Al2O3 coatings for high-speed applications or uncoated carbide inserts for general-purpose machining.
- Aluminum: Requires inserts with sharp, polished cutting edges and coatings like DLC to prevent BUE and ensure a good surface finish.
Machining Parameters
The machining parameters, including cutting speed, feed rate, and depth of cut, also influence the choice of VNMG insert. Higher cutting speeds and feed rates may require inserts with greater wear resistance and heat resistance. Deeper cuts may necessitate inserts with stronger cutting edges and greater edge strength.
Insert Geometry
The geometry of the VNMG insert affects its cutting performance and chip control. Common insert geometries include:
- Sharp Cutting Edges: Ideal for finishing operations and machining soft materials like aluminum.
- Rounded Cutting Edges: Suitable for roughing operations and machining hard materials like steel.
- Chip Breakers: Designed to control chip formation and prevent chip entanglement, improving cutting efficiency and surface finish.
Applications of VNMG Inserts
VNMG inserts are used in a wide range of turning applications, including:
- External Turning: Machining the outer diameter of a workpiece.
- Internal Turning: Machining the inner diameter of a workpiece, such as boring.
- Facing: Machining the end face of a workpiece.
- Profiling: Creating complex shapes and contours on a workpiece.
- Threading: Cutting threads on a workpiece.
- Grooving: Cutting grooves on a workpiece.
Maintaining and Extending the Life of VNMG Inserts
Proper Storage
Store VNMG inserts in a clean, dry environment to prevent corrosion and damage. Keep them in their original packaging or in dedicated tool storage cabinets to protect them from dust and moisture.
Correct Tool Holding
Use appropriate tool holders that provide secure and rigid clamping of the VNMG inserts. Ensure that the insert is properly seated in the tool holder and that the clamping screw is tightened to the correct torque. This prevents vibration and movement during machining, which can lead to premature insert failure.
Optimal Machining Parameters
Use recommended machining parameters, including cutting speed, feed rate, and depth of cut, to maximize the lifespan of the VNMG inserts. Avoid excessive speeds and feeds, which can generate excessive heat and wear. Adjust the parameters based on the material being machined and the specific application.
Regular Inspection
Regularly inspect VNMG inserts for signs of wear, such as chipping, cracking, or excessive flank wear. Replace worn inserts promptly to prevent damage to the workpiece and ensure consistent cutting performance. Using a tool like a microscope can help identify micro-fractures that aren't visible to the naked eye.
Where to Buy High-Quality VNMG Inserts
You can purchase high-quality VNMG inserts from various sources, including:
- Wayleading Tools: (If appropriate, mention Wayleading Tools as a reliable supplier) Wayleading Tools provides a wide range of high-performance cutting tools, including VNMG inserts, designed to meet the demands of modern machining operations. You can explore our selection at www.wayleading.com.
- Online Retailers: Websites like Amazon and eBay offer a wide selection of VNMG inserts from various brands.
- Industrial Supply Companies: Companies like MSC Industrial Supply and Grainger specialize in providing cutting tools and other industrial supplies.
Troubleshooting Common VNMG Insert Problems
Chipping
Problem: Chipping of the cutting edge.
Possible Causes: Excessive cutting speed, interrupted cuts, work hardening, or improper insert grade.
Solutions: Reduce cutting speed, use a tougher insert grade, ensure rigid clamping, and avoid interrupted cuts if possible.
Cracking
Problem: Cracking of the insert.
Possible Causes: Thermal shock, excessive feed rate, or improper insert grade.
Solutions: Reduce feed rate, use a more heat-resistant insert grade, and ensure proper coolant application.
Excessive Wear
Problem: Rapid wear of the insert.
Possible Causes: Abrasive materials, high cutting speeds, or inadequate coolant.
Solutions: Reduce cutting speed, use a more wear-resistant insert grade, and ensure adequate coolant flow.
VNMG Insert Grades Comparison Table
| Grade | Material | Coating | Application | Advantages |
|---|---|---|---|---|
| P25 | Cemented Carbide | TiN | General purpose machining of steel | Good wear resistance, versatile |
| M15 | Cemented Carbide | TiCN | Machining of stainless steel | High hardness, good abrasive resistance |
| K10 | Cemented Carbide | Al2O3 | High-speed machining of cast iron | High-temperature resistance, chemical inertness |
| N10 | Cemented Carbide | DLC | Machining of Aluminum | Good lubricity, sharp edge |
Conclusion
Selecting the right high-quality VNMG insert is crucial for achieving optimal machining performance and reducing production costs. By understanding the factors that influence insert quality, such as material composition, coating technology, and manufacturing precision, you can make informed decisions and choose the best insert for your specific application. Proper maintenance and troubleshooting can further extend the life of your VNMG inserts and ensure consistent cutting performance. Remember to source your inserts from reputable suppliers like Wayleading Tools to ensure you're getting a product that meets your performance expectations.
References:
- Sandvik Coromant - Turning Tools Catalog https://www.sandvik.coromant.com
- Kennametal - Turning Inserts Guide https://www.kennametal.com
Related products
Related products







Best selling products
Best selling products-
 Dual Wheel Knurling Tools With Diamond Pattern For Industrial Type
Dual Wheel Knurling Tools With Diamond Pattern For Industrial Type -
 Precision V Block And Clamps Set With Heavy Duty
Precision V Block And Clamps Set With Heavy Duty -
 R8 Drill Chuck Arbor For Milling Machine
R8 Drill Chuck Arbor For Milling Machine -
 Camlock ER Collet Fixture With Lathe Collet Chuck
Camlock ER Collet Fixture With Lathe Collet Chuck -
 Precision 5pcs & 6pcs Angle Blocks Set With High Quality Type
Precision 5pcs & 6pcs Angle Blocks Set With High Quality Type -
 Precision Digital Caliper Of Metal Case For Industrial
Precision Digital Caliper Of Metal Case For Industrial -
 9PCS Broken Tap Extractor Set With Storage Box
9PCS Broken Tap Extractor Set With Storage Box -
 Inch HSS Step Drills with Straight Flute
Inch HSS Step Drills with Straight Flute -
 HSS Hand Reamers – Metric & Inch Sizes, Straight or Spiral Flutes
HSS Hand Reamers – Metric & Inch Sizes, Straight or Spiral Flutes -
 Wedge Type Quick Change Tool Post Set In lathe Machine
Wedge Type Quick Change Tool Post Set In lathe Machine -
 HSS Annular Cutters With Weldon Shank For Metal Cutting
HSS Annular Cutters With Weldon Shank For Metal Cutting -
 Partial profile 55° Threading Insert With ER & IR Type
Partial profile 55° Threading Insert With ER & IR Type


