
IR insert
IR inserts, also known as indexable inserts, are replaceable cutting tools used in a variety of machining operations, including turning, milling, and threading. They offer precision, efficiency, and cost-effectiveness compared to traditional solid cutting tools. This guide provides a detailed overview of IR inserts, covering their types, materials, applications, and selection criteria, helping you choose the right insert for your specific needs.What are IR Inserts?IR inserts are small, geometrically defined cutting tools that are clamped or screwed into a toolholder. The 'IR' designation typically refers to internal threading, but these inserts can be used for a broader range of threading and turning applications depending on their geometry. Because they are indexable, when one cutting edge becomes dull or worn, the insert can be rotated to expose a fresh edge, minimizing downtime and maximizing tool life. This makes them a popular choice in high-volume manufacturing environments.Types of IR InsertsIR inserts are available in a wide variety of shapes, sizes, and grades to suit different materials and applications. The most common types include:Threading InsertsSpecifically designed for creating internal threads, these inserts come in various thread forms (e.g., metric, UNC, UNF) and pitches. They are often coated to improve wear resistance and chip evacuation. Consider the material you are threading and the desired thread quality when selecting a threading insert. Proper tooling is crucial; contact Wayleading Tools for assistance in finding the correct toolholder.Turning InsertsUsed for general turning operations, these inserts are available in different shapes (e.g., triangular, square, rhomboid) and cutting geometries to suit roughing, finishing, and profiling applications. The shape of the insert affects its strength and the number of cutting edges available. Larger included angles generally provide greater strength.Grooving InsertsThese inserts are designed for creating grooves or recesses on the inside diameter of a workpiece. They come in various widths and profiles to match the desired groove dimensions. These are commonly used in oil groove production and seal groove production.Materials Used in IR InsertsThe material of the IR insert is a critical factor affecting its performance and lifespan. Common materials include:Cemented CarbideThe most widely used material for IR inserts, cemented carbide offers a good balance of hardness, toughness, and wear resistance. It is suitable for machining a wide range of materials, including steel, cast iron, and non-ferrous metals. Different grades of carbide are available with varying cobalt content and grain size to optimize performance for specific applications.Coated CarbideApplying a thin coating (e.g., titanium nitride (TiN), titanium carbonitride (TiCN), aluminum oxide (Al2O3)) to a carbide substrate can significantly improve its wear resistance, heat resistance, and cutting speed capabilities. Coated carbides are often used for machining harder materials or at higher cutting speeds.CeramicsCeramic IR inserts offer excellent wear resistance and high-temperature performance, making them suitable for machining hardened steels, cast iron, and superalloys at high cutting speeds. However, they are typically more brittle than carbide and require more stable machining conditions.CermetCermet is a composite material combining ceramic and metallic components. Cermet IR inserts offer a good balance of wear resistance and toughness, making them suitable for finishing operations on steel and cast iron. They often provide excellent surface finishes.CBN (Cubic Boron Nitride)CBN IR inserts are extremely hard and heat-resistant, making them ideal for machining hardened steels, superalloys, and hard cast irons. They can withstand very high cutting speeds and provide excellent surface finishes. However, they are more expensive than other insert materials.DiamondDiamond IR inserts (both polycrystalline diamond (PCD) and single-crystal diamond) offer exceptional wear resistance and are used for machining abrasive non-ferrous materials such as aluminum, copper, and composites. PCD is more resistant to chipping than single-crystal diamond.Applications of IR InsertsIR inserts are used in a wide range of industries and applications, including: Automotive: Machining engine components, transmission parts, and other automotive components. Aerospace: Machining aircraft structural components, engine parts, and landing gear components. Oil and Gas: Machining downhole tools, drill bits, and other oilfield equipment. Medical: Machining surgical instruments, implants, and other medical devices. General Manufacturing: Machining a wide variety of components for various industries.Selecting the Right IR InsertChoosing the right IR insert for a specific application requires careful consideration of several factors:Workpiece MaterialThe material being machined is the most important factor in selecting an IR insert. Different materials require different insert materials, geometries, and cutting parameters. For example, machining aluminum requires sharp cutting edges and a positive rake angle to prevent built-up edge. Machining hardened steel requires a hard, wear-resistant insert material like CBN or coated carbide.Type of OperationThe type of machining operation (e.g., turning, threading, grooving) will influence the choice of insert shape, size, and geometry. Roughing operations typically require stronger inserts with larger nose radii, while finishing operations require sharper inserts with smaller nose radii. For internal threading, specific IR inserts with the correct thread form and pitch are required.Cutting ParametersCutting speed, feed rate, and depth of cut also affect insert selection. Higher cutting speeds generate more heat and require inserts with better heat resistance. Deeper cuts require stronger inserts. Refer to the insert manufacturer's recommendations for appropriate cutting parameters for the chosen insert and workpiece material. Wayleading Tools offers excellent technical support to help you optimize your cutting parameters.Machine Tool CharacteristicsThe rigidity and power of the machine tool should also be considered. A less rigid machine may require the use of inserts with a more positive cutting geometry to reduce cutting forces. A less powerful machine may require reduced cutting parameters. Using a good quality tool holder is important; consider the tool holders sold by Wayleading Tools.CostThe cost of the IR insert is another important factor. While it's tempting to choose the cheapest option, it's important to consider the overall cost-effectiveness of the insert, including its tool life, cutting performance, and impact on cycle time. A higher-quality insert that lasts longer and provides better surface finishes may ultimately be more cost-effective in the long run.Troubleshooting Common Issues with IR InsertsEven with careful selection and proper application, problems can sometimes arise when using IR inserts. Here are some common issues and their potential solutions:Premature WearExcessive wear can be caused by several factors, including: Incorrect Cutting Parameters: Cutting at speeds or feeds that are too high can accelerate wear. Reduce cutting speed or feed rate. Incorrect Insert Grade: Using an insert grade that is not suitable for the workpiece material can lead to premature wear. Select a more wear-resistant insert grade. Insufficient Cooling: Inadequate coolant can lead to overheating and accelerated wear. Ensure proper coolant flow and concentration. Abrasive Workpiece Material: Machining abrasive materials can quickly wear down the insert. Consider using a more wear-resistant insert material or coating.ChippingChipping can be caused by: Interrupted Cuts: Interrupted cuts can subject the insert to impact loads, leading to chipping. Reduce cutting speed or feed rate, or use a tougher insert grade. Vibration: Vibration can cause the insert to chatter and chip. Ensure that the workpiece and machine tool are properly secured and that there is no excessive vibration. Incorrect Insert Geometry: Using an insert geometry that is not suitable for the application can lead to chipping. Select an insert with a more positive rake angle or a stronger cutting edge.Built-Up Edge (BUE)Built-up edge occurs when material from the workpiece adheres to the cutting edge of the insert. This can be caused by: Low Cutting Speeds: Cutting at speeds that are too low can promote BUE. Increase cutting speed. Incorrect Coolant: Using an incorrect coolant or an insufficient coolant concentration can lead to BUE. Ensure proper coolant type and concentration. Gummy Workpiece Material: Machining gummy materials like aluminum can be prone to BUE. Use a sharp insert with a positive rake angle and a suitable coating.ConclusionIR inserts are essential tools for modern machining, offering versatility, precision, and cost-effectiveness. By understanding the different types of IR inserts, their materials, applications, and selection criteria, you can choose the right insert for your specific needs and optimize your machining operations. Remember to carefully consider the workpiece material, type of operation, cutting parameters, and machine tool characteristics when making your selection. For high-quality IR inserts and expert advice, contact Wayleading Tools today.Disclaimer: This information is for general guidance only. Always consult with the insert manufacturer's recommendations and safety guidelines before using any cutting tool.
Related products
Related products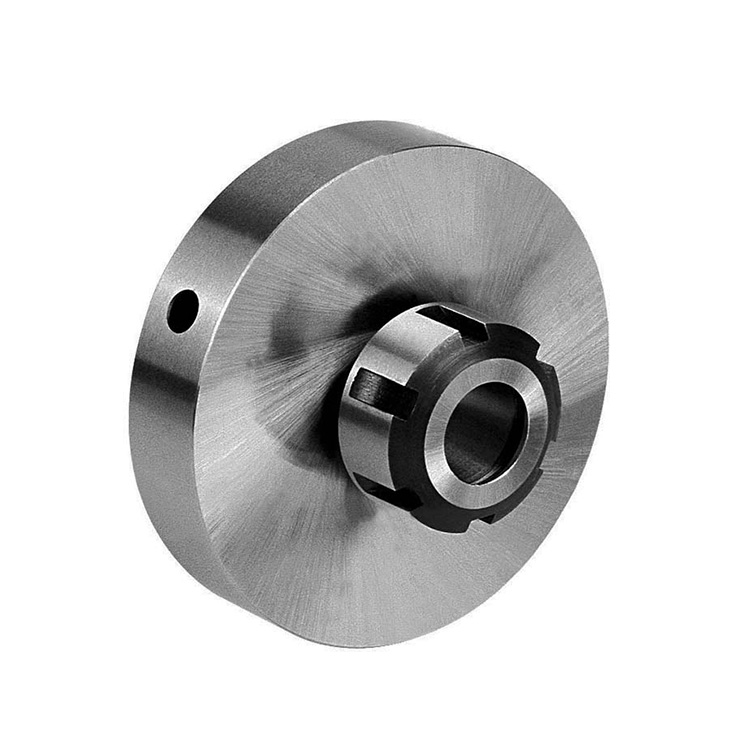







Best selling products
Best selling products-
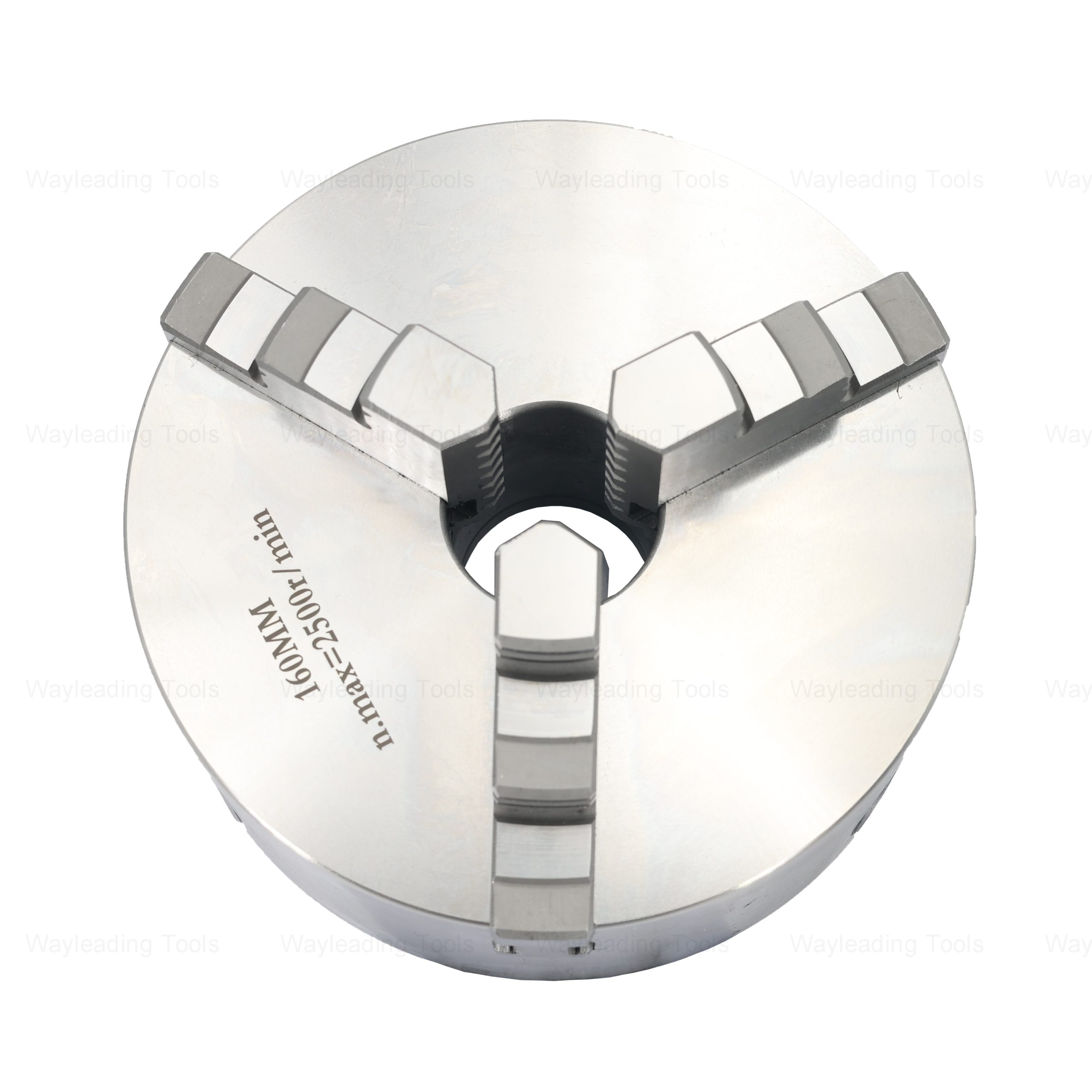 K11 Series 3-Jaw Self-Centering Lathe Chuck – Scroll Type, for Manual Lathes
K11 Series 3-Jaw Self-Centering Lathe Chuck – Scroll Type, for Manual Lathes -
 Camlock ER Collet Fixture With Lathe Collet Chuck
Camlock ER Collet Fixture With Lathe Collet Chuck -
 Precision Monoblock Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial
Precision Monoblock Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial -
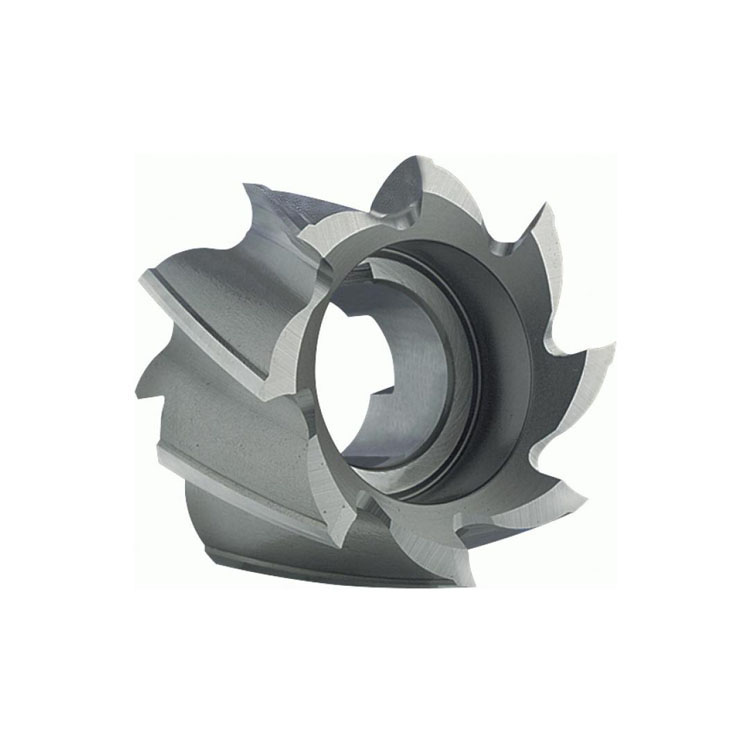
 HSS Metric & Inch Corner Rounding End Mill For Industrial
HSS Metric & Inch Corner Rounding End Mill For Industrial -
 Precision V Block Set With High Quality Type
Precision V Block Set With High Quality Type -
 30PCS HSS Metric And Inch Size MINI Tap & Die Set
30PCS HSS Metric And Inch Size MINI Tap & Die Set -
 Type G Arc Pointed Tree Tungsten Carbide Rotary Burr
Type G Arc Pointed Tree Tungsten Carbide Rotary Burr -
 Precision Digital Bore Guage From 6-450mm Range
Precision Digital Bore Guage From 6-450mm Range -
 Stub Milling Machine Arbor With NT, R8 and MT Shank
Stub Milling Machine Arbor With NT, R8 and MT Shank -
 R8 Hex Collet With Inch and Metric Size
R8 Hex Collet With Inch and Metric Size -
 HSS Metric Taper Shank Twist Drills for High-Precision Metal Cutting
HSS Metric Taper Shank Twist Drills for High-Precision Metal Cutting -
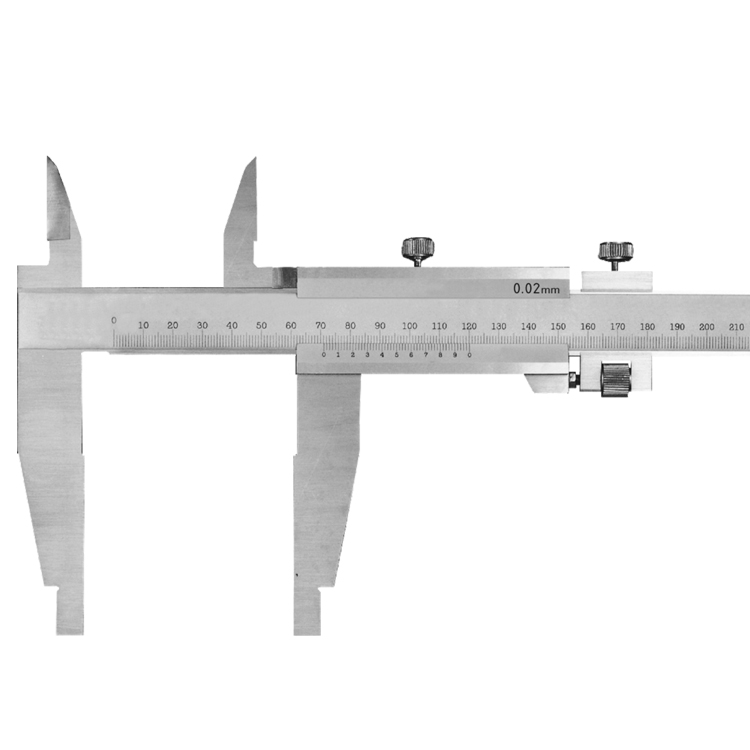 Precision Monoblock Vernier Caliper With Nib Style & Standard Style Jaws Of Metric & Imperial For Industrial
Precision Monoblock Vernier Caliper With Nib Style & Standard Style Jaws Of Metric & Imperial For Industrial
Related search
Related search- Wholesale iso metric full profile threading insert
- Dead Center Supplier
- mill collet
- Wholesale 5c collet stop
- high feed indexable face mills Manufacturers
- Corner Rounding End Mill set Supplier
- morse taper holder Supplier
- bore gage setting ring Suppliers
- Q60 threading insert Factory
- 3pcs boring bar sets Factories


