
LNCT insert
An LNCT insert, short for a Lathe Negative Cutting Tool insert, is a vital component in metal cutting operations, particularly on lathes. These inserts are known for their durability, precision, and ability to handle a wide range of materials. This guide explores the different types of LNCT inserts, their applications, key features, and how to select the right insert for your specific machining needs.Understanding LNCT InsertsWhat are LNCT Inserts?LNCT inserts are indexable cutting tools used primarily in turning operations. Their design typically involves a negative rake angle, which provides greater strength and allows for higher cutting speeds and feed rates. This makes them suitable for roughing and finishing operations on various materials, including steel, stainless steel, cast iron, and non-ferrous metals.Key Features of LNCT Inserts High Strength: The negative rake angle design contributes to the insert's robustness. Versatility: Suitable for a wide range of materials and machining operations. Indexability: Allows for multiple cutting edges per insert, reducing downtime and tool costs. Precision: Manufactured to tight tolerances for accurate and consistent cutting performance.Types of LNCT InsertsLNCT inserts come in various shapes, sizes, and grades, each designed for specific applications. Here's an overview of common types:Shape Square (SNMG, SNMM): Offer multiple cutting edges and are commonly used for general turning. Triangle (TNMG, TNMM): Provide good access and are suitable for profiling and finishing. Rhombic (CNMG, DNMG): Offer excellent strength and are often used for heavy-duty turning. Round (RNMG): Ideal for profiling and producing smooth surface finishes.GradeThe grade of an LNCT insert refers to the material it is made of, which affects its hardness, toughness, and wear resistance. Common grades include: Carbide: The most common grade, offering a good balance of hardness and toughness. Coated Carbide: Carbide inserts with a coating (e.g., TiN, TiCN, Al2O3) to improve wear resistance and tool life. Ceramic: Suitable for high-speed machining of hardened materials. Cermet: A composite material offering excellent wear resistance and surface finish. CBN (Cubic Boron Nitride): Used for machining hardened steels and superalloys. Diamond (PCD - Polycrystalline Diamond): Ideal for machining non-ferrous materials like aluminum and copper.Applications of LNCT InsertsLNCT inserts are used in a wide range of turning applications, including: Roughing: Removing large amounts of material quickly. Finishing: Achieving a smooth surface finish and precise dimensions. Profiling: Creating complex shapes and contours. Threading: Cutting threads on cylindrical surfaces. Grooving: Cutting grooves or channels on cylindrical surfaces. Parting: Cutting off a finished part from the stock material.Selecting the Right LNCT InsertChoosing the appropriate LNCT insert is crucial for achieving optimal machining performance. Consider the following factors: Material being machined: The material's hardness, abrasiveness, and thermal conductivity will influence the choice of insert grade. Type of operation: Roughing requires a strong, durable insert, while finishing requires an insert that can produce a smooth surface finish. Cutting conditions: Cutting speed, feed rate, and depth of cut will affect the insert's performance and tool life. Machine tool: The machine's rigidity and power will influence the choice of insert shape and size.Example: Selecting an LNCT Insert for Steel TurningLet's say you need to turn a piece of medium carbon steel (AISI 1045) using a CNC lathe. You plan to perform both roughing and finishing operations. Roughing: A square LNCT insert (SNMG) with a coated carbide grade (e.g., P25) would be a good choice due to its strength and versatility. Finishing: A triangular LNCT insert (TNMG) with a cermet grade would be suitable for achieving a smooth surface finish and precise dimensions. It's always a good idea to consult with a reputable tool supplier or machining expert like Wayleading Tools to get specific recommendations for your application.Troubleshooting Common IssuesEven with careful selection and proper usage, you may encounter issues with LNCT inserts. Here are some common problems and their potential solutions: Premature wear: Increase cutting speed, reduce feed rate, or switch to a more wear-resistant grade. Chipping: Reduce cutting speed, increase feed rate, or switch to a tougher grade. Built-up edge (BUE): Increase cutting speed, use a coolant, or switch to a smoother insert grade. Vibration: Ensure the workpiece is properly clamped, reduce cutting speed, or use a vibration-damping tool holder.Example Data SheetExample data sheet of the SNMG120408-PM insert from a leading manufacturer: Parameter Value Insert Shape Square Insert Size 12 mm Corner Radius 0.8 mm Grade P25 (Coated Carbide) Application Steel Turning Recommended Cutting Speed 150-250 m/min Recommended Feed Rate 0.2-0.4 mm/rev ConclusionLNCT inserts are indispensable tools for turning operations. By understanding their types, applications, and selection criteria, machinists can optimize their machining processes and achieve superior results. Remember to consult with tool experts and follow best practices for safe and efficient machining.
Related products
Related products






Best selling products
Best selling products-
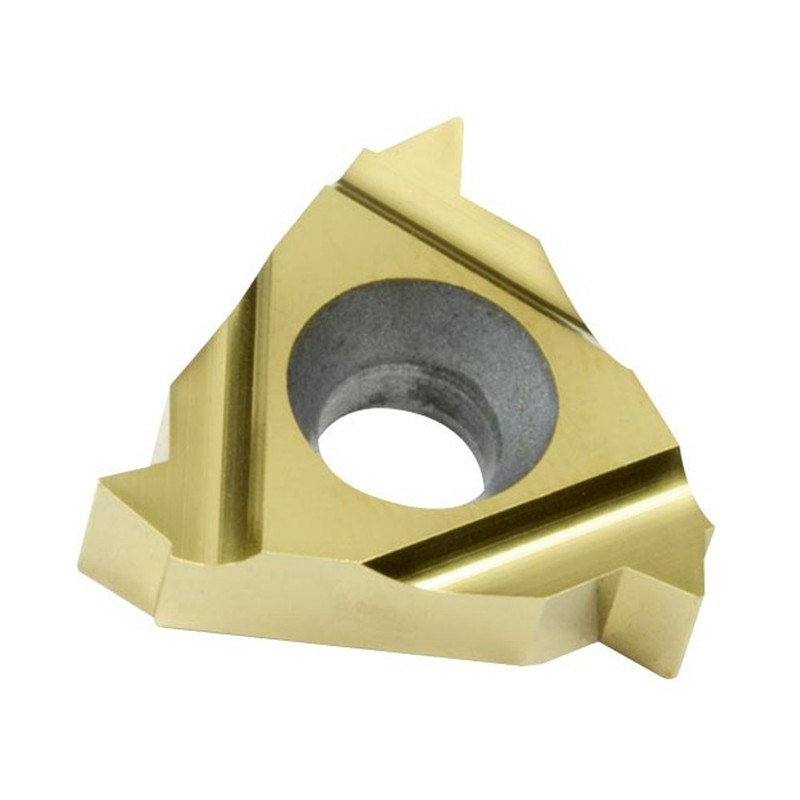 Partial profile 55° Threading Insert With ER & IR Type
Partial profile 55° Threading Insert With ER & IR Type -
 MCLN Indexable Turning Tool Holder
MCLN Indexable Turning Tool Holder -
 Keyless Drill Chuck With Heavy Duty Type
Keyless Drill Chuck With Heavy Duty Type -
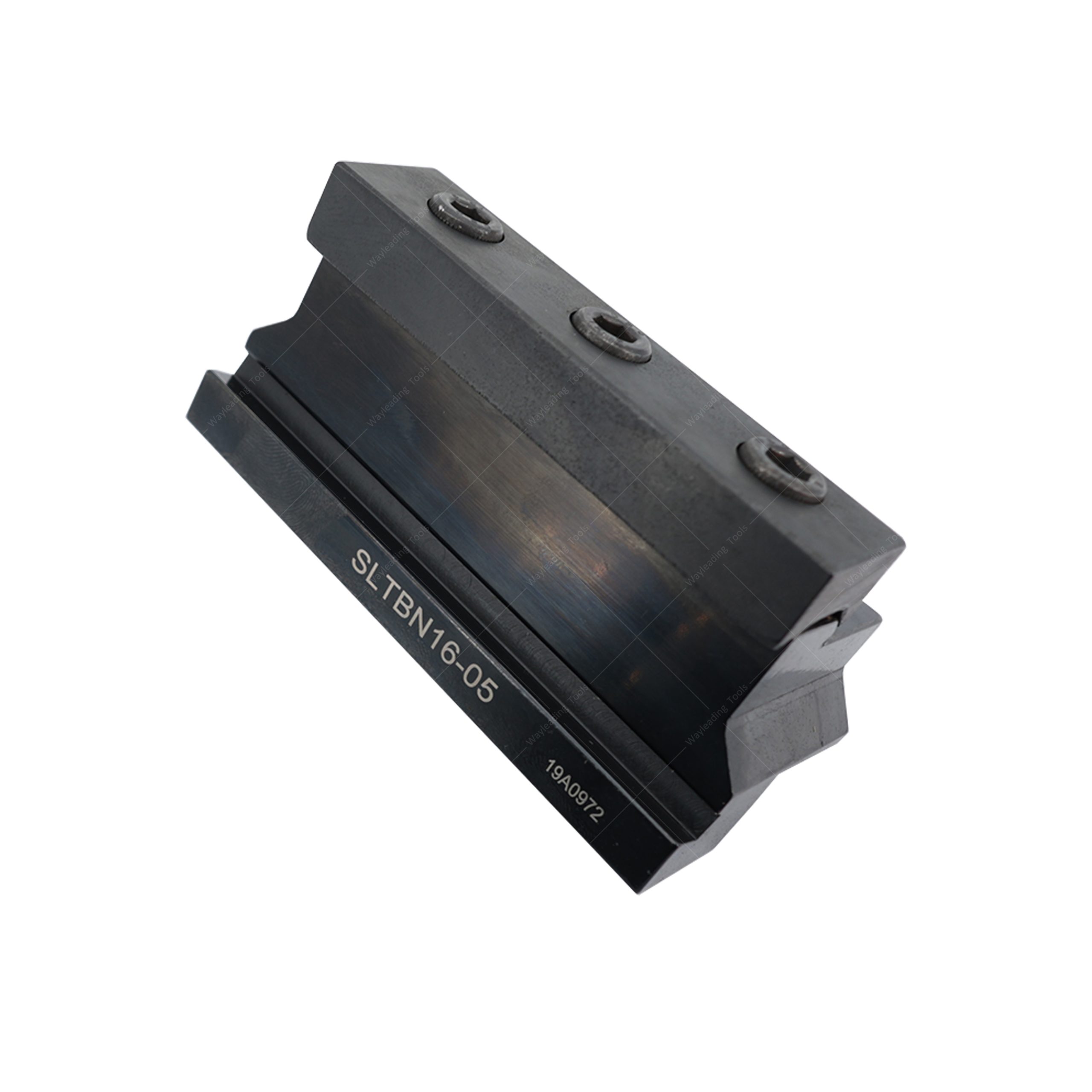 Parting & Grooving Tool Block For NCIH Blades
Parting & Grooving Tool Block For NCIH Blades -
 HSS 3PCS DIN352 Hand Tap Set With Taper And PLUG Or Bottoming Tap
HSS 3PCS DIN352 Hand Tap Set With Taper And PLUG Or Bottoming Tap -
 HSS Inch Concave Milling Cutter For Industrial
HSS Inch Concave Milling Cutter For Industrial -
 Adjustable Tap And Reamer Wrench For Thread Cutting Tools
Adjustable Tap And Reamer Wrench For Thread Cutting Tools -
 Type M Cone Tungsten Carbide Rotary Burr
Type M Cone Tungsten Carbide Rotary Burr -
 Outside Micrometer Set Of Inch & Metric With Rachet Stop
Outside Micrometer Set Of Inch & Metric With Rachet Stop -
 HSS Inch 4 Flute End Mills With Bright Or TiN And TiAlN Coated
HSS Inch 4 Flute End Mills With Bright Or TiN And TiAlN Coated -
 131PCS Thread Repair Set And Helicoil Type Thread Repair Set
131PCS Thread Repair Set And Helicoil Type Thread Repair Set -
 Metric Thread Ring Gauge 6g Accuracy With Go & NO Go
Metric Thread Ring Gauge 6g Accuracy With Go & NO Go


