
milling collet chuck
A milling collet chuck is a crucial tool in precision machining, securely holding cutting tools with high accuracy and rigidity. Understanding the different types, selection criteria, and best practices for use is essential for achieving optimal performance in milling operations. This guide explores the intricacies of milling collet chucks, offering insights into their construction, applications, and maintenance.Understanding Milling Collet Chuck BasicsA milling collet chuck is a specialized type of tool holder designed to grip cylindrical tools, such as end mills, drills, and reamers, within a milling machine. It consists of a chuck body, a collet, and a clamping nut. The collet, a precision-machined sleeve with tapered slots, is inserted into the chuck body and tightened by the nut. This action causes the collet to collapse inwards, gripping the tool shank firmly and concentrically.Key Components of a Milling Collet Chuck Chuck Body: The main housing of the chuck, providing the interface with the milling machine spindle. Collet: The precision sleeve that grips the tool shank. Different collet sizes are available to accommodate various tool diameters. Clamping Nut: Tightens the collet, applying pressure to grip the tool.Types of Milling Collet ChucksSeveral types of milling collet chucks are available, each designed for specific applications and performance characteristics. The most common types include:ER Collet ChucksER collet chucks are the most widely used type due to their versatility and relatively low cost. They offer a good balance of accuracy, gripping force, and ease of use. ER collets are available in a wide range of sizes, allowing them to accommodate a variety of tool diameters. Wayleading Tools offers a diverse selection of ER collet chucks to suit various machining needs.TG Collet ChucksTG collet chucks provide higher gripping force and rigidity compared to ER chucks, making them suitable for heavy-duty milling operations. They are commonly used in applications where vibration and chatter are a concern.DA Collet ChucksDA collet chucks are known for their high precision and accuracy. They are often used in applications where close tolerances are required, such as finishing operations and tool and die making.Shrink Fit ChucksShrink fit chucks offer exceptional concentricity and gripping force. They work by heating the chuck body to expand the bore, inserting the tool shank, and then allowing the chuck to cool and shrink around the tool. This creates a very tight and secure fit.Selecting the Right Milling Collet ChuckChoosing the right milling collet chuck is crucial for achieving optimal machining performance. Consider the following factors when making your selection:Tool DiameterEnsure that the collet chuck can accommodate the diameter of the tools you will be using. Collets are available in various sizes, so select a chuck that is compatible with your tool range.ApplicationConsider the type of milling operations you will be performing. For light-duty operations, an ER collet chuck may suffice. For heavy-duty operations or applications requiring high precision, a TG or DA collet chuck may be more suitable.Machine Spindle InterfaceThe milling collet chuck must be compatible with your milling machine spindle. Ensure that the chuck has the correct shank type (e.g., CAT, BT, HSK) and size to fit your machine.Runout AccuracyRunout accuracy refers to the amount of eccentricity between the tool shank and the chuck axis. Lower runout values indicate higher accuracy. Choose a chuck with a runout accuracy that meets the requirements of your application. High-precision applications often require chucks with runout accuracy of 0.0002' (0.005mm) or less.Gripping ForceThe milling collet chuck must provide sufficient gripping force to prevent tool slippage during machining. Consider the cutting forces involved in your milling operations and select a chuck with an appropriate gripping force rating. Collet Chuck Comparison Type Gripping Force Runout Accuracy Cost Typical Applications ER Medium Good (0.0004' - 0.0008') Low General purpose milling TG High Good (0.0004' - 0.0008') Medium Heavy-duty milling DA Medium Excellent (0.0002' or less) Medium High-precision milling Shrink Fit Very High Excellent (0.0001' or less) High High-speed and high-precision milling Best Practices for Using Milling Collet ChucksTo ensure optimal performance and longevity of your milling collet chucks, follow these best practices:CleanlinessKeep the milling collet chuck, collets, and tool shanks clean and free of debris. Dirt and chips can affect gripping force and accuracy. Use a clean cloth and a suitable cleaning solvent to remove any contaminants.Proper TighteningTighten the clamping nut to the manufacturer's specified torque value. Overtightening can damage the collet and chuck, while undertightening can result in tool slippage. Use a calibrated torque wrench to ensure proper tightening.Collet SelectionAlways use the correct collet size for the tool shank diameter. Using an undersized or oversized collet can damage the collet and chuck, and may not provide adequate gripping force.Regular InspectionInspect the milling collet chuck and collets regularly for signs of wear or damage. Replace worn or damaged components to maintain accuracy and performance.StorageStore milling collet chucks and collets in a clean, dry place to prevent corrosion and damage.Maintenance of Milling Collet ChucksProper maintenance is crucial for extending the lifespan of your milling collet chucks. Here are some key maintenance tips:CleaningRegularly clean the chuck body, collets, and clamping nut to remove dirt, chips, and coolant residue. Use a suitable cleaning solvent and a soft brush to clean hard-to-reach areas.LubricationApply a thin coat of lubricant to the threads of the clamping nut to ensure smooth tightening and prevent corrosion. Use a high-quality lubricant that is compatible with the chuck material.Collet ReplacementReplace collets regularly, especially if they show signs of wear or damage. Worn collets can affect gripping force and accuracy.Troubleshooting Common IssuesEven with proper care and maintenance, you may encounter issues with your milling collet chucks. Here are some common problems and their solutions:Tool SlippageTool slippage can be caused by several factors, including: Insufficient tightening of the clamping nut Worn or damaged collet Contaminated tool shank or collet Using the wrong collet sizeTo resolve tool slippage, ensure that the clamping nut is tightened to the correct torque value, replace worn or damaged collets, clean the tool shank and collet, and use the correct collet size.Poor Runout AccuracyPoor runout accuracy can be caused by: Worn or damaged collet chuck Contaminated collet or chuck body Improper tightening of the clamping nutTo improve runout accuracy, inspect the chuck and collets for wear or damage, clean the collet and chuck body, and ensure that the clamping nut is tightened to the correct torque value.Difficult TighteningDifficult tightening of the clamping nut can be caused by: Dry or corroded threads Damaged threadsTo resolve difficult tightening, lubricate the threads of the clamping nut and inspect the threads for damage. Replace the clamping nut if the threads are damaged.In conclusion, selecting and maintaining the correct milling collet chuck is essential for achieving precision and efficiency in milling operations. By understanding the different types of chucks, considering key selection factors, and following best practices for use and maintenance, you can optimize your machining processes and extend the lifespan of your tooling. For a wide range of high-quality milling collet chucks and related tooling, visit Wayleading Tools.Disclaimer: This guide provides general information and best practices for using milling collet chucks. Always refer to the manufacturer's instructions for specific product information and safety guidelines.References: Machinery's Handbook, 31st Edition. Industrial Press. Tool and Manufacturing Engineers Handbook, 4th Edition, Volume 1: Machining. Society of Manufacturing Engineers.
Related products
Related products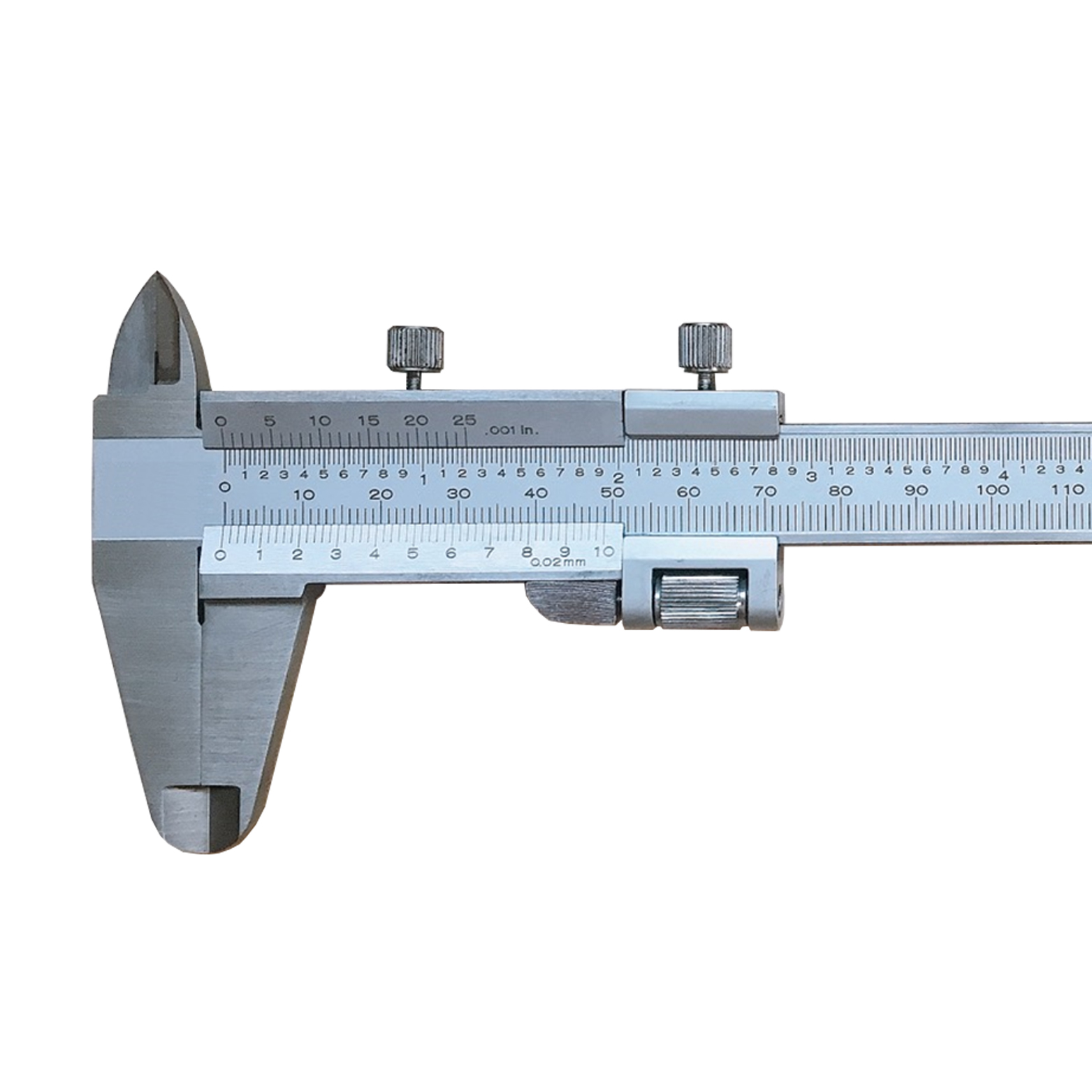





Best selling products
Best selling products-
 Electronic Digital Height Gauge From 300 to 2000mm
Electronic Digital Height Gauge From 300 to 2000mm -
 Precision IP67 Digital Caliper With Data Output For Industrial
Precision IP67 Digital Caliper With Data Output For Industrial -
 Precision Outside Micrometer With digit Counter Of Inch & Metric With Rachet Stop
Precision Outside Micrometer With digit Counter Of Inch & Metric With Rachet Stop -
 HSS Threading Taps – ISO 529, Straight Flute, Spiral Flute & Spiral Point
HSS Threading Taps – ISO 529, Straight Flute, Spiral Flute & Spiral Point -
 3 Flutes HSS Counterbore Drill Bit With Metric And Inch Size
3 Flutes HSS Counterbore Drill Bit With Metric And Inch Size -
 58pcs Clamping Kit With Metric & Inch Size
58pcs Clamping Kit With Metric & Inch Size -
 Parting & Grooving Tool Block For NCIH Blades
Parting & Grooving Tool Block For NCIH Blades -
 Auto Self Reversible Tapping Chuck In Drill Machine
Auto Self Reversible Tapping Chuck In Drill Machine -
 DIN333A HSS Center Drills With Milled & Fully Ground Flute
DIN333A HSS Center Drills With Milled & Fully Ground Flute -
 HSS Metric Side Milling Cutter With Bright Or TiN And TiAlN Coated
HSS Metric Side Milling Cutter With Bright Or TiN And TiAlN Coated -
 HSS Metric 4 Flute End Mills With Bright Or TiN And TiAlN Coated
HSS Metric 4 Flute End Mills With Bright Or TiN And TiAlN Coated -
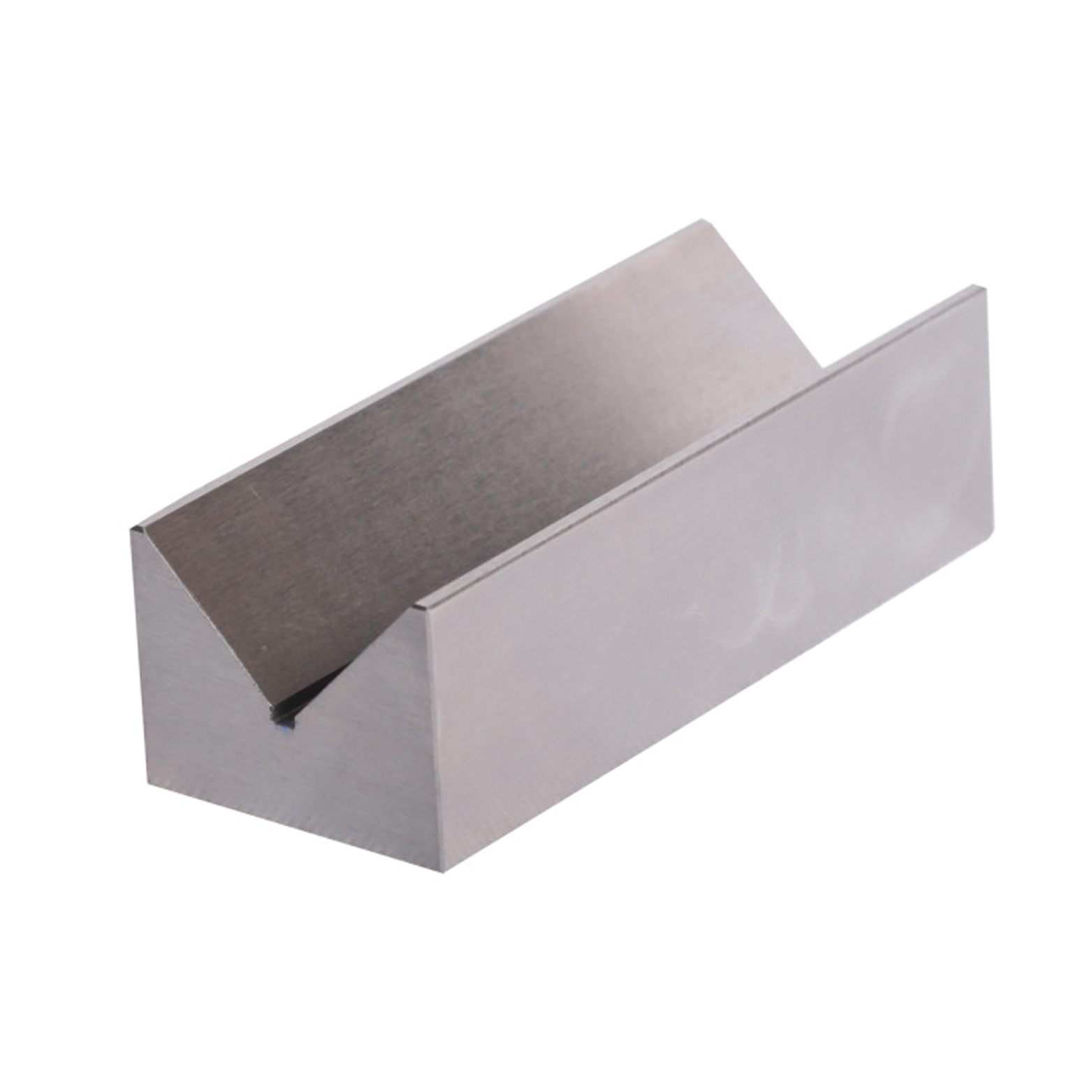
 Precision 1-2-3, 2-3-4 or 2-4-6 Block With 1 And 11 And 23 Or None Hole
Precision 1-2-3, 2-3-4 or 2-4-6 Block With 1 And 11 And 23 Or None Hole
Related search
Related search- milling collet chuck set Manufacturer
- grv internal grooving toolholders Factory
- lathe cutting tools Factories
- parting insert Factories
- High-Quality bore gage setting ring
- VCGX insert Manufacturers
- Threading Insert Manufacturer
- face grooving toolholders Manufacturers
- lathe drill chuck Factories
- indexable drilling cutters Factories


