
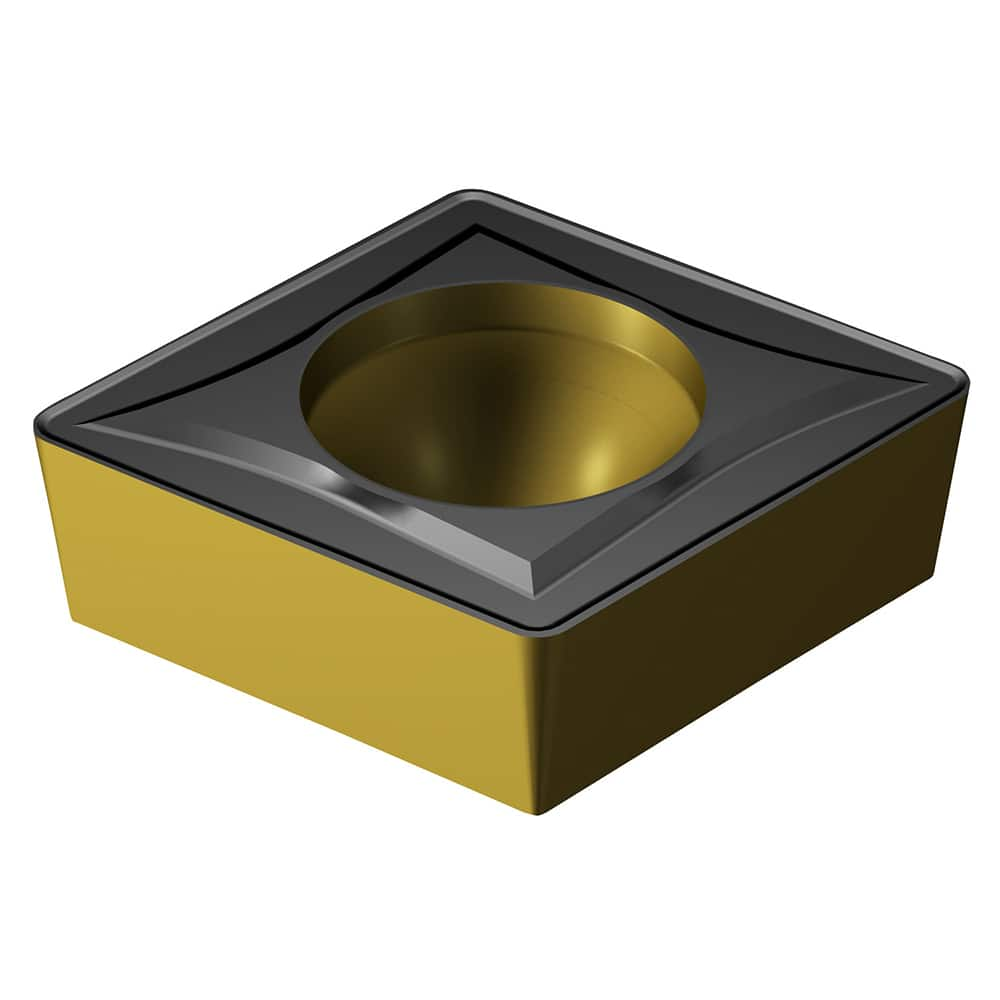
Milling Insert
Milling inserts are replaceable cutting tools used in milling operations. They come in various shapes, sizes, materials, and grades to suit different materials and machining requirements. Selecting the appropriate milling insert is crucial for achieving optimal performance, surface finish, and tool life. This guide provides a detailed overview of milling inserts, covering their types, materials, selection criteria, and application tips to help you make informed decisions.Understanding Milling Insert GeometriesThe geometry of a milling insert significantly affects its cutting performance. Key geometrical features include:Insert ShapeCommon insert shapes include: Square (S): Offers four cutting edges. Suitable for general purpose milling. Triangle (T): Provides three cutting edges. Offers good strength and versatility. Round (R): Allows for high feed rates and smooth surface finishes, especially in profiling applications. Diamond (D): Available in various angles (e.g., 55°, 80°). Used for profiling and finishing. Rhombic (C): Offers good access in tight spaces.Rake AngleThe rake angle influences the cutting action and chip formation. Positive rake angles reduce cutting forces and are suitable for softer materials, while negative rake angles provide greater strength and are preferred for harder materials.Clearance AngleThe clearance angle prevents the insert from rubbing against the workpiece, reducing friction and heat. A larger clearance angle is generally used for softer materials.Cutting Edge PreparationCutting edge preparation includes honing (rounding the edge) or chamfering (creating a small bevel). These processes improve edge strength and reduce chipping.Milling Insert Materials and GradesMilling inserts are made from various materials, each offering different properties in terms of hardness, toughness, and wear resistance.Cemented CarbideCemented carbide is the most common milling insert material. It offers a good balance of hardness and toughness. Different grades of carbide are available, with varying compositions of tungsten carbide (WC) and cobalt (Co). P-grades: Suitable for steel and cast steel. M-grades: Versatile grades for steel, stainless steel, and cast iron. K-grades: Ideal for cast iron and non-ferrous materials.The grades are based on ISO 513 standard.CeramicsCeramic inserts offer high hardness and wear resistance, making them suitable for machining hardened steels and cast iron at high cutting speeds. However, they are less tough than carbide.CermetsCermets are a composite material combining ceramic and metallic components. They offer a good balance of wear resistance and toughness, suitable for finishing operations on steel and stainless steel.Cubic Boron Nitride (CBN)CBN inserts are extremely hard and are used for machining hardened steels, superalloys, and cast iron. They offer excellent wear resistance and dimensional accuracy.DiamondDiamond inserts are the hardest cutting tool material. They are used for machining non-ferrous materials such as aluminum, copper, and composites. Polycrystalline Diamond (PCD) inserts are often used due to their toughness.Coatings for Milling InsertsCoatings are applied to milling inserts to improve their performance and extend their tool life. Common coatings include: Titanium Nitride (TiN): General-purpose coating offering good wear resistance. Titanium Carbonitride (TiCN): Provides higher hardness and wear resistance than TiN. Aluminum Oxide (Al2O3): Excellent chemical stability and wear resistance at high temperatures, ideal for machining steel and cast iron. Titanium Aluminum Nitride (TiAlN): Offers superior hot hardness and oxidation resistance, suitable for high-speed machining and dry cutting. Diamond-Like Carbon (DLC): Reduces friction and improves surface finish, ideal for machining non-ferrous materials.Selecting the Right Milling Insert: A Step-by-Step GuideChoosing the correct milling insert involves considering several factors:1. Workpiece MaterialIdentify the material you will be machining (e.g., steel, aluminum, stainless steel, cast iron). Different materials require different insert materials and grades.2. Machining OperationDetermine the type of milling operation (e.g., face milling, end milling, slot milling, profile milling). Each operation requires a specific insert geometry.3. Machine Tool CapabilitiesConsider the capabilities of your milling machine, including spindle speed, horsepower, and rigidity. These factors will influence your choice of insert geometry and cutting parameters.4. Cutting ParametersDetermine the appropriate cutting speed, feed rate, and depth of cut based on the workpiece material, insert material, and machine tool capabilities. Consult manufacturer recommendations for optimal parameters. Wayleading Tools' team can help you to determine the best parameters to use, contact us through our website.5. Desired Surface FinishConsider the desired surface finish. Round inserts and fine-grained carbide grades with coatings are typically used for achieving high-quality surface finishes.Troubleshooting Common Milling Insert ProblemsEven with proper selection and application, milling inserts can experience problems. Here are some common issues and their solutions: Chipping: Caused by excessive cutting forces, improper insert grade, or machine vibration. Reduce cutting forces, use a tougher insert grade, or address machine vibration. Wear: Normal wear is expected, but excessive wear can be caused by high cutting speeds, abrasive materials, or insufficient cooling. Reduce cutting speeds, use a more wear-resistant insert grade, or increase coolant flow. Built-up Edge (BUE): Occurs when workpiece material adheres to the cutting edge. Use a sharper insert geometry, increase cutting speed, or use a coating with low friction. Vibration: Can lead to poor surface finish and reduced tool life. Reduce cutting speeds, increase machine rigidity, or use a milling cutter with vibration damping features.Application Examples of Milling InsertsLet's look at some specific application examples:Face Milling of SteelFor face milling of steel, a square or octagonal insert with a P-grade carbide and an Al2O3 or TiAlN coating is often used. A moderate cutting speed and feed rate are recommended.End Milling of AluminumFor end milling of aluminum, a sharp-edged insert with a positive rake angle and a diamond coating is preferred. High cutting speeds and feed rates can be used.Slot Milling of Stainless SteelFor slot milling of stainless steel, a triangular or round insert with an M-grade carbide and a TiCN coating is suitable. A moderate cutting speed and feed rate are recommended to avoid work hardening.ConclusionSelecting the right milling insert is essential for optimizing milling operations and achieving desired results. By understanding the different types of inserts, materials, coatings, and selection criteria, you can make informed decisions that improve productivity, surface finish, and tool life. Always consult manufacturer recommendations and consider the specific requirements of your application. If you have questions or need help with a project, contact Wayleading Tools for assistance.Disclaimer: The information provided in this article is for general guidance only. Always consult with a qualified professional before making any decisions related to milling insert selection or application. All trademarks and product names are the property of their respective owners.
Related products
Related products






Best selling products
Best selling products-
 HSS Metric Taper Shank Twist Drills for High-Precision Metal Cutting
HSS Metric Taper Shank Twist Drills for High-Precision Metal Cutting -
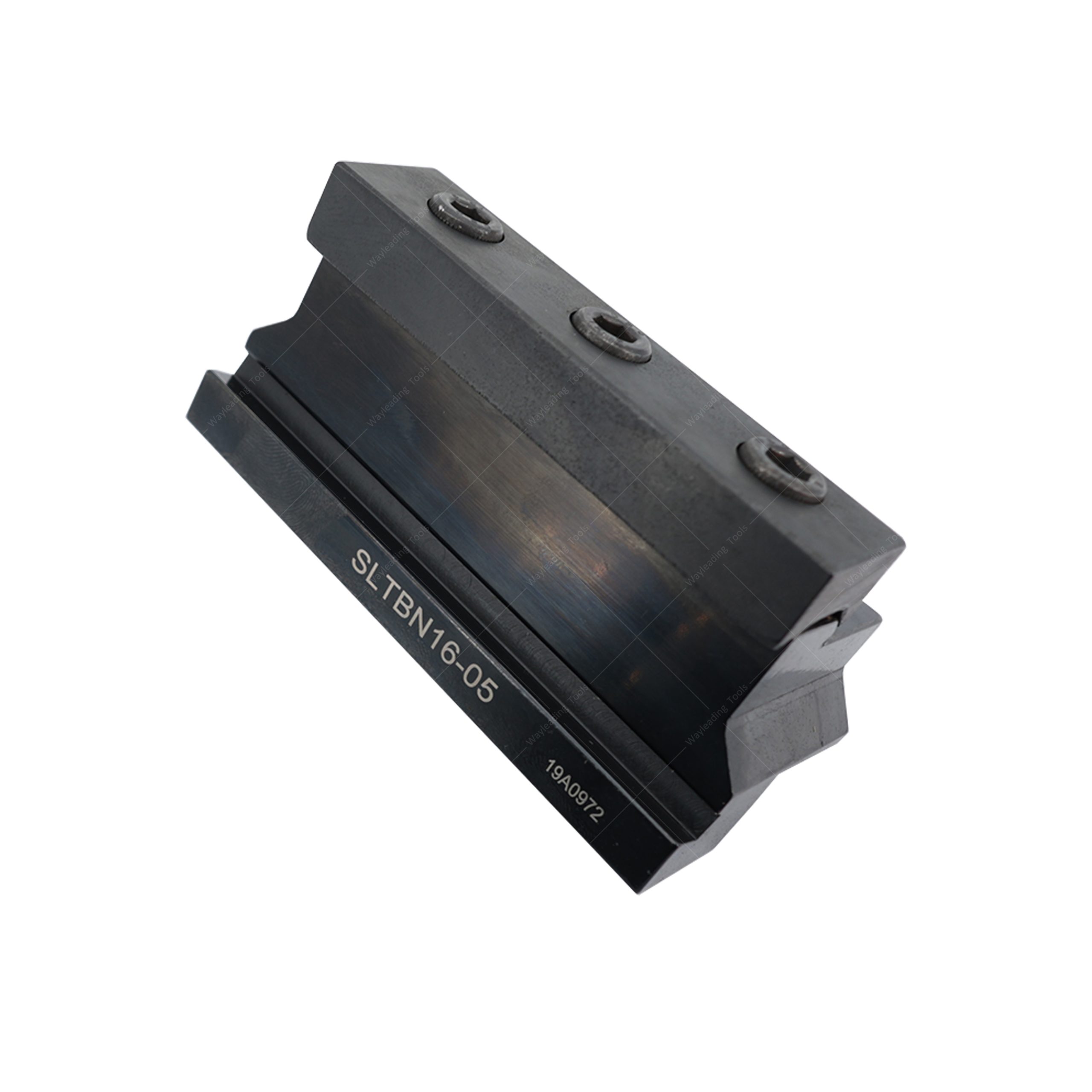 Parting & Grooving Tool Block For NCIH Blades
Parting & Grooving Tool Block For NCIH Blades -
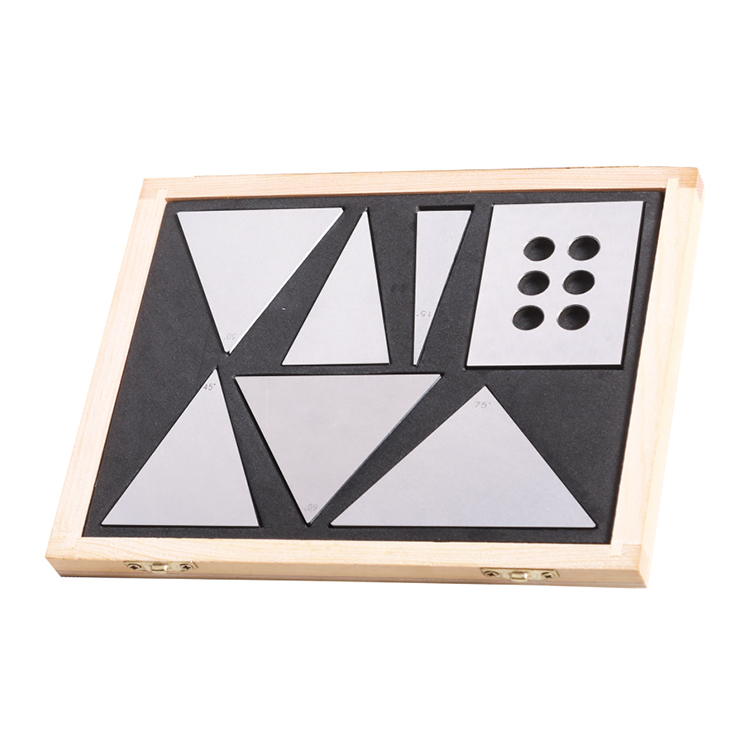 Precision 7pcs Angle Blocks Set With High Quality Type
Precision 7pcs Angle Blocks Set With High Quality Type -
 R8 Hex Collet With Inch and Metric Size
R8 Hex Collet With Inch and Metric Size -
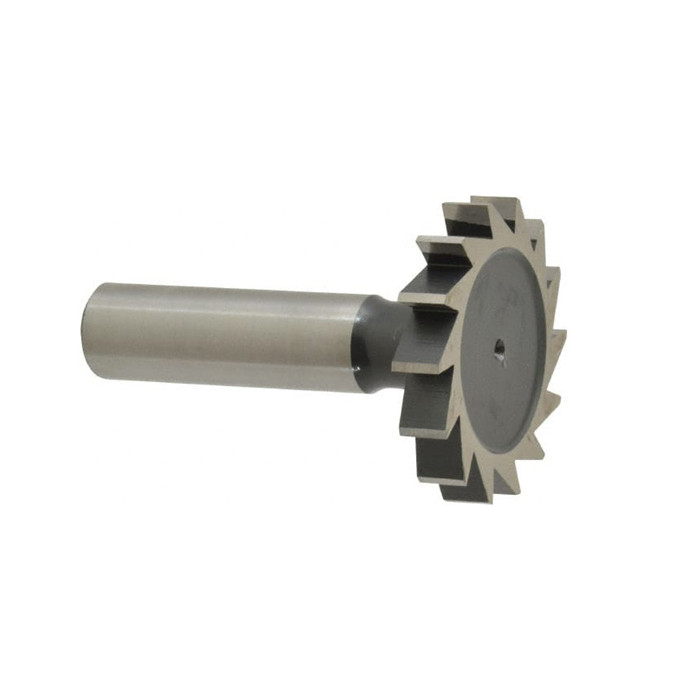
 HSS Involute Spline Cutter With PA30
HSS Involute Spline Cutter With PA30 -
 ISO Metric Hexagon Die With Right Hand
ISO Metric Hexagon Die With Right Hand -
 Key Type Drill Chuck With Heavy Duty Type
Key Type Drill Chuck With Heavy Duty Type -
 Precision 10pcs & 12pcs Angle Blocks Set With High Quality Type
Precision 10pcs & 12pcs Angle Blocks Set With High Quality Type -
 Depth Vernier Gauge With Stainless Steel And Monoblock Depth Type
Depth Vernier Gauge With Stainless Steel And Monoblock Depth Type -
 GTN Parting & Grooving Insert For NCIH Blade
GTN Parting & Grooving Insert For NCIH Blade -
 F1 Precision Boring Head With Metric & Inch
F1 Precision Boring Head With Metric & Inch -
 Dead Center For Morse Taper Shank
Dead Center For Morse Taper Shank


