
MSRN turning tool holder
An MSRN turning tool holder is a crucial component in CNC machining, designed to securely hold and position cutting tools for external turning operations. Selecting the right MSRN turning tool holder is crucial for achieving optimal machining performance, accuracy, and surface finish. This guide delves into the key aspects of MSRN turning tool holders, exploring their types, features, selection criteria, and application tips, providing comprehensive information for informed decision-making.Understanding MSRN Turning Tool HoldersMSRN turning tool holders are specifically designed for holding turning inserts in CNC lathes. The 'MSRN' designation refers to a standardized ISO nomenclature that defines the tool holder's geometry, insert type, and shank style. These tool holders are primarily used for external turning, facing, and profiling operations.Key Components of an MSRN Turning Tool HolderA typical MSRN turning tool holder consists of several key components: Shank: The shank is the part of the tool holder that is clamped in the lathe turret. Shanks come in various sizes and shapes (square, rectangular, etc.) to fit different machine tools. Insert Pocket: The insert pocket is precisely machined to accommodate the specific type of turning insert. The pocket ensures correct insert positioning and secure clamping. Clamping System: The clamping system secures the insert in the pocket. Common clamping methods include lever lock, screw clamp, and wedge clamp. Coolant Delivery: Many MSRN turning tool holders feature internal coolant channels to deliver coolant directly to the cutting edge, improving chip evacuation and tool life.Types of MSRN Turning Tool HoldersMSRN turning tool holders are available in various configurations to suit different machining requirements. Some common types include:Standard MSRN Tool HoldersThese are general-purpose tool holders suitable for a wide range of turning operations. They typically feature a simple design and are available in various shank sizes and insert styles.Heavy-Duty MSRN Tool HoldersDesigned for demanding machining applications, heavy-duty tool holders offer increased rigidity and clamping force. They are ideal for machining tough materials or performing interrupted cuts.Vibration Damping MSRN Tool HoldersThese tool holders incorporate vibration damping mechanisms to reduce chatter and improve surface finish, particularly in long overhang applications. Many use dampened boring bars for chatter reduction. Wayleading Tools provides a range of anti-vibration boring bars for such applications.Indexable MSRN Tool HoldersThese tool holders allow for quick and easy insert changes without removing the holder from the machine. This reduces downtime and improves productivity.Selecting the Right MSRN Turning Tool HolderChoosing the appropriate MSRN turning tool holder is critical for achieving optimal machining results. Consider the following factors when making your selection:Machine Tool CompatibilityEnsure that the tool holder's shank size and style are compatible with your lathe's turret. Check the machine's specifications for the maximum shank size and type of tool holding system.Insert Type and GeometrySelect a tool holder that is designed for the specific type of turning insert you intend to use (e.g., CNMG, DNMG, WNMG). The tool holder's insert pocket must match the insert's shape and size.Material to be MachinedThe material being machined influences the choice of tool holder. For tough materials like stainless steel or titanium, consider a heavy-duty tool holder with a rigid clamping system. Wayleading Tools offers solutions specifically engineered for these challenging materials.Cutting ConditionsConsider the cutting speed, feed rate, and depth of cut when selecting a tool holder. For high-speed machining, a tool holder with good vibration damping characteristics is recommended.Coolant DeliveryIf you require coolant to be delivered directly to the cutting edge, choose a tool holder with internal coolant channels. Ensure that the coolant connection is compatible with your machine's coolant system.MSRN Turning Tool Holder Nomenclature ExplainedUnderstanding the ISO nomenclature for MSRN turning tool holders is essential for identifying the correct tool holder for your application. The nomenclature typically consists of a series of letters and numbers that define the tool holder's geometry, insert type, and shank dimensions.For example, consider the code: MSRNR2525M12 First Letter (M): Toolholder Style (Turning) Second Letter (S): Toolholder Shape (Square Shank) Third Letter (R): Toolholder Hand (Right Hand) Fourth Letter (N): Insert Clamping Method (Lever Lock) Fifth Letter (R): Insert Shape (Rhombic 80 Degree) 2525: Shank Size (25mm x 25mm) M12: Insert Size and Thickness (Determined by manufacturer)MSRN Turning Tool Holder: Practical Applications and TipsHere are some practical tips for using MSRN turning tool holders effectively: Proper Insert Clamping: Always ensure that the turning insert is securely clamped in the tool holder. Use the correct torque settings for the clamping screw or lever. Correct Insert Positioning: Verify that the insert is properly seated in the insert pocket before clamping. Misalignment can lead to poor cutting performance and premature insert failure. Sharp Cutting Edges: Use sharp turning inserts to minimize cutting forces and improve surface finish. Replace inserts when they become worn or damaged. Optimize Cutting Parameters: Select appropriate cutting speeds, feed rates, and depths of cut based on the material being machined and the insert manufacturer's recommendations. Coolant Application: Use coolant to dissipate heat, lubricate the cutting edge, and flush away chips. Adjust the coolant flow rate and direction for optimal cooling and chip evacuation.Troubleshooting Common Issues with MSRN Turning Tool HoldersChatter and VibrationProblem: Excessive chatter and vibration during turning operations, resulting in poor surface finish and reduced tool life.Solutions: Use a vibration damping tool holder. Reduce the cutting speed or feed rate. Increase the rigidity of the workpiece setup. Ensure the tool holder is properly clamped. Insert BreakageProblem: Premature insert breakage during turning operations.Solutions: Use a tougher grade of insert. Reduce the depth of cut or feed rate. Check for excessive tool wear. Ensure the tool holder is properly aligned. Poor Surface FinishProblem: Unacceptable surface finish after turning.Solutions: Use a sharper insert with a smaller nose radius. Increase the cutting speed. Reduce the feed rate. Use coolant to improve lubrication. ConclusionChoosing and utilizing the correct MSRN turning tool holder is vital for efficient and precise CNC machining. By understanding the different types of tool holders, considering the relevant selection criteria, and implementing the best practices discussed above, you can optimize your turning operations and achieve excellent results. For high-quality MSRN turning tool holders and expert technical support, consider exploring the comprehensive range of solutions offered by Wayleading Tools.Disclaimer: All information presented in this article is for informational purposes only. Always consult with a qualified machining professional for specific application recommendations.
Related products
Related products






Best selling products
Best selling products-
 25PCS DIN338 HSS Twist Drill Bit Set From 1-13mm
25PCS DIN338 HSS Twist Drill Bit Set From 1-13mm -
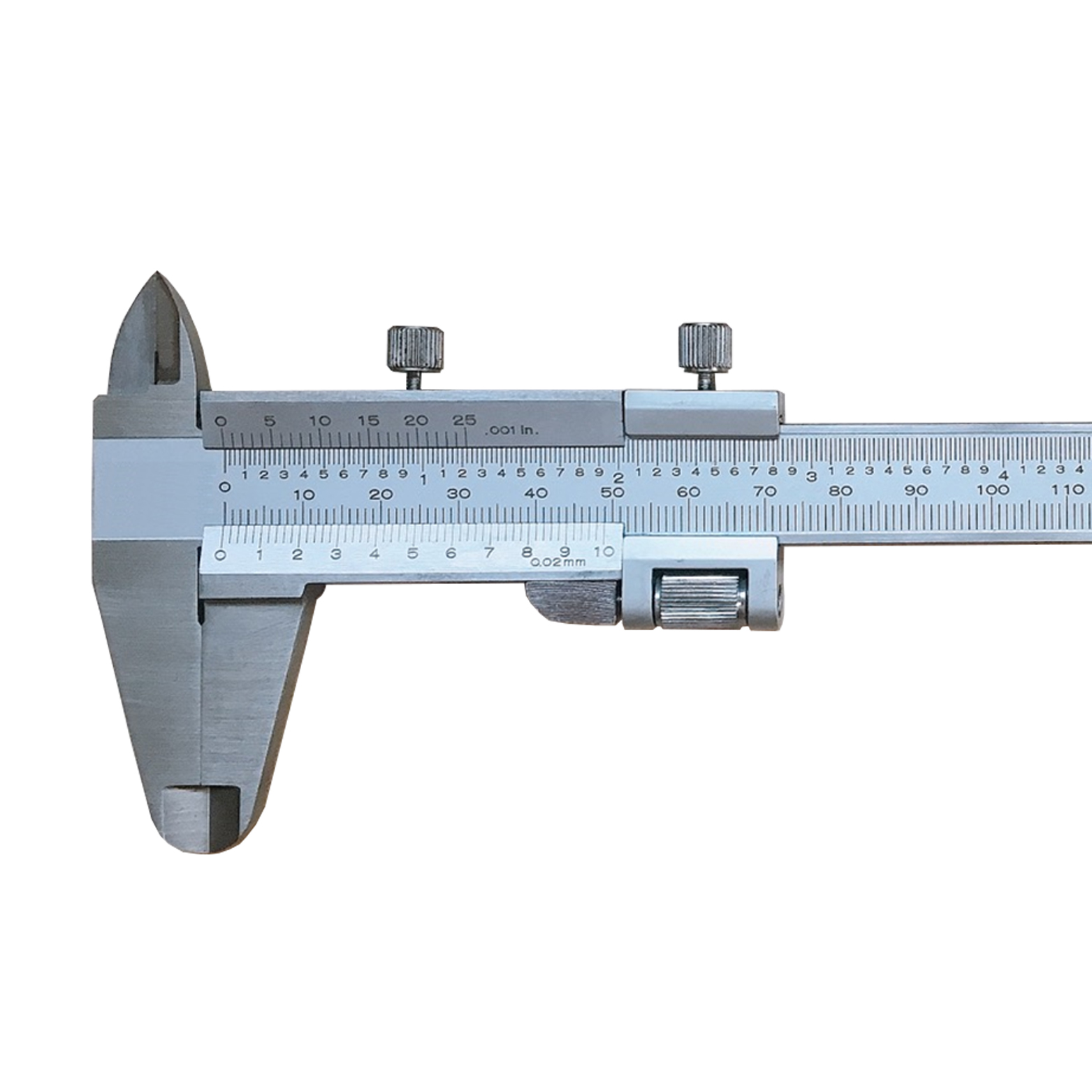 Precision Monoblock Fine-Adjustment Vernier Caliper Of Metric & Imperial For Industrial
Precision Monoblock Fine-Adjustment Vernier Caliper Of Metric & Imperial For Industrial -
 Type J-60 Degree Cone Tungsten Carbide Rotary Burr
Type J-60 Degree Cone Tungsten Carbide Rotary Burr -
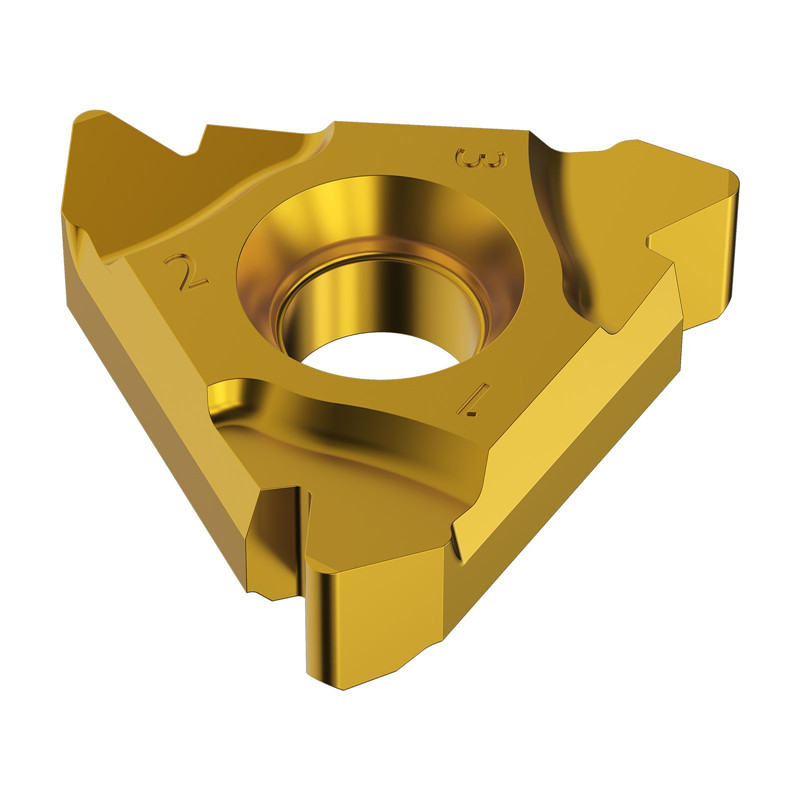
 QA Grooving & Cut-Off Tool Holder
QA Grooving & Cut-Off Tool Holder -
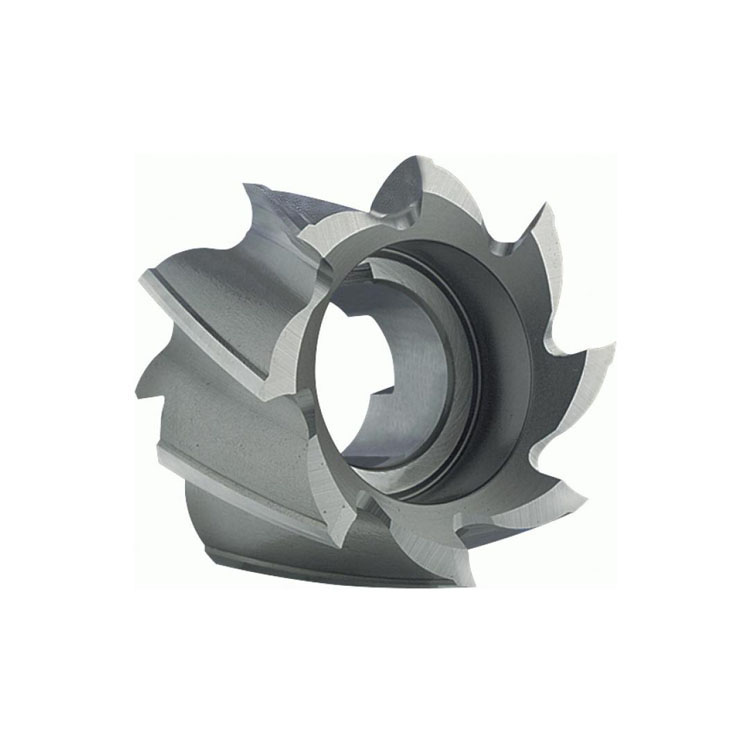
 HSS Involute Gear Cutters – Module Type, PA 20° / 14.5°
HSS Involute Gear Cutters – Module Type, PA 20° / 14.5° -
 Precision Dial Test Indicator Gage For Industrial
Precision Dial Test Indicator Gage For Industrial -
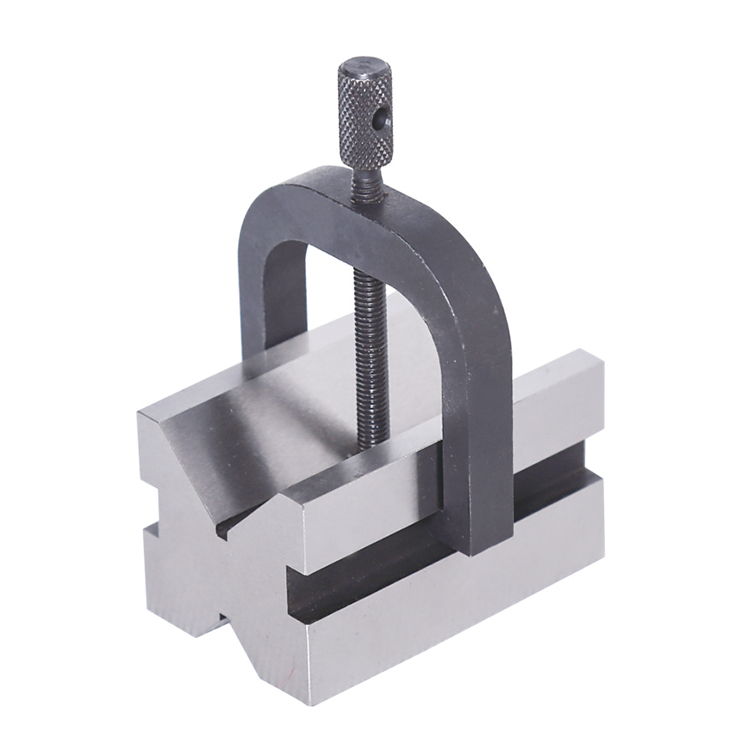 Precision V Block And Clamps Set With High Quality Type
Precision V Block And Clamps Set With High Quality Type -
 Precision IP67 Digital Caliper With Data Output For Industrial
Precision IP67 Digital Caliper With Data Output For Industrial -
 Precision IP65 Digital Outside Micrometer Of Inch & Metric With Data Output
Precision IP65 Digital Outside Micrometer Of Inch & Metric With Data Output -
 Precision 7pcs Angle Blocks Set With High Quality Type
Precision 7pcs Angle Blocks Set With High Quality Type -
 Straight Shank ER Collet Chuck Holders With Extending Rod
Straight Shank ER Collet Chuck Holders With Extending Rod -
 Type F Ball Nose Tree Tungsten Carbide Rotary Burr
Type F Ball Nose Tree Tungsten Carbide Rotary Burr


