
partial profile 55 degree threading insert
Partial profile 55 degree threading inserts are essential tools for creating accurate and consistent threads in various machining applications. This article provides a detailed overview of these inserts, covering their types, applications, selection criteria, and best practices for achieving optimal threading results. Whether you're a seasoned machinist or just starting, this guide will help you understand and effectively use partial profile 55 degree threading inserts.Understanding Partial Profile Threading InsertsPartial profile threading inserts are designed to cut a thread form by removing material in successive passes, creating the complete thread profile. Unlike full profile inserts, which cut the entire thread form in a single pass, partial profile inserts offer greater versatility and are suitable for a wider range of thread pitches and materials.Key Features of Partial Profile Inserts Versatility: One insert can be used for multiple thread pitches within a specified range. Chip Control: Easier chip breaking and evacuation compared to full profile inserts, especially in difficult-to-machine materials. Surface Finish: Often produces a better surface finish due to multiple, lighter cuts. Cost-Effectiveness: Can be more economical than stocking multiple full profile inserts for different thread pitches.Types of Partial Profile 55 Degree Threading InsertsPartial profile 55 degree threading inserts are typically used for metric and BSPP (British Standard Parallel Pipe) threads. The 55-degree angle refers to the included angle of the thread form. Common types include: External Threading Inserts: Used for cutting threads on the outside diameter of a workpiece. Internal Threading Inserts: Used for cutting threads on the inside diameter of a workpiece (e.g., in a bore). Right-Hand and Left-Hand Inserts: Determined by the direction of the thread being cut. Multi-Tooth Inserts: Inserts with multiple cutting edges to increase threading speed.Applications of Partial Profile 55 Degree Threading InsertsPartial profile 55 degree threading inserts are widely used in various industries, including: Automotive: Manufacturing threaded components for engines, transmissions, and chassis. Aerospace: Producing high-precision threaded parts for aircraft and spacecraft. Oil and Gas: Creating threaded connections for pipes, valves, and fittings. General Engineering: Manufacturing threaded fasteners, screws, and bolts.Selecting the Right Partial Profile 55 Degree Threading InsertChoosing the correct partial profile 55 degree threading insert is crucial for achieving optimal threading performance. Consider the following factors:Material of the WorkpieceThe material being threaded significantly impacts insert selection. Different materials require different grades and geometries of inserts. Workpiece Material Recommended Insert Grade Cutting Speed Steel Carbide (P25-P m/min Stainless Steel Carbide (M15-M m/min Aluminum Carbide (K10-K m/min Cast Iron Carbide (K20-K m/min Thread PitchEnsure the insert's pitch range matches the thread pitch being cut. Partial profile inserts typically have a specified pitch range for which they are designed.Insert GradeInsert grades are determined by the material of the insert and its coating. Common grades include carbide, coated carbide, and cermet.Insert GeometryThe insert geometry affects chip control and surface finish. Choose an insert geometry that is suitable for the workpiece material and the desired thread quality.Wayleading Tools offers a wide range of threading inserts designed to meet various machining needs. Our experts can help you select the optimal insert for your specific application. Visit www.wayleading.com to explore our product catalog.Best Practices for Using Partial Profile 55 Degree Threading InsertsFollowing these best practices can help you achieve optimal threading results with partial profile 55 degree threading inserts:Proper Tool HoldingUse a rigid tool holder to minimize vibration and ensure accurate thread cutting.Correct Cutting ParametersUse the recommended cutting speed, feed rate, and depth of cut for the insert and workpiece material. Refer to the insert manufacturer's recommendations.Coolant ApplicationApply coolant to the cutting zone to reduce heat and improve chip evacuation. Use a coolant specifically designed for the workpiece material.Threading CycleUse a threading cycle that gradually increases the depth of cut with each pass. This helps to reduce stress on the insert and improve surface finish.Regular InspectionInspect the insert regularly for wear and replace it when necessary. Worn inserts can produce inaccurate threads and damage the workpiece.Troubleshooting Common Threading ProblemsEven with the best practices, threading problems can occur. Here are some common issues and their solutions: Poor Surface Finish: Reduce the cutting speed and/or feed rate. Check the insert for wear. Chipping of the Insert: Reduce the depth of cut. Ensure proper coolant application. Select a tougher insert grade. Vibration: Ensure the tool holder is rigid. Reduce the cutting speed. Use a damping system. Thread Form Errors: Verify the insert is correctly installed. Check the machine's thread cutting program.ConclusionPartial profile 55 degree threading inserts are versatile and effective tools for creating accurate threads in a wide range of applications. By understanding their types, selecting the right insert for the job, and following best practices, you can achieve optimal threading results. Remember to consult with experts like the team at Wayleading Tools for assistance in selecting the right tools and optimizing your machining processes. With the right knowledge and tools, you can confidently tackle any threading challenge. Disclaimer: All data and recommendations are based on industry best practices and manufacturer's guidelines. Always refer to the specific insert manufacturer's recommendations for optimal performance.
Related products
Related products







Best selling products
Best selling products-
 Type F Ball Nose Tree Tungsten Carbide Rotary Burr
Type F Ball Nose Tree Tungsten Carbide Rotary Burr -
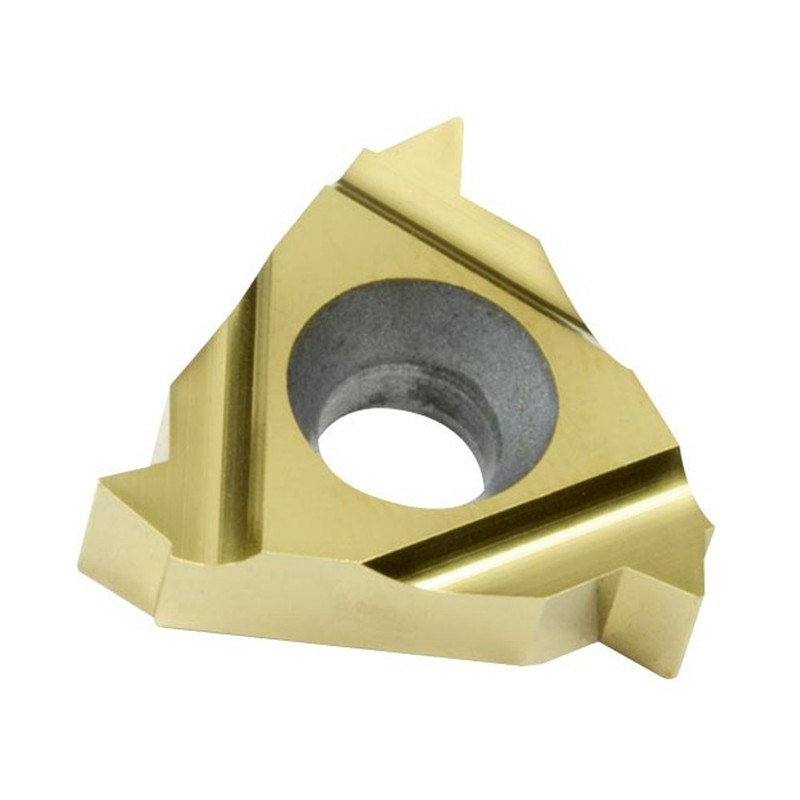 Partial profile 55° Threading Insert With ER & IR Type
Partial profile 55° Threading Insert With ER & IR Type -
 MCLN Indexable Turning Tool Holder
MCLN Indexable Turning Tool Holder -
 3 Flutes HSS Counterbore Drill Bit With Metric And Inch Size
3 Flutes HSS Counterbore Drill Bit With Metric And Inch Size -
 Type A Cylinder Tungsten Carbide Rotary Burr
Type A Cylinder Tungsten Carbide Rotary Burr -
 Dial Depth Gauge With Stainless Steel For Industrial Type
Dial Depth Gauge With Stainless Steel For Industrial Type -
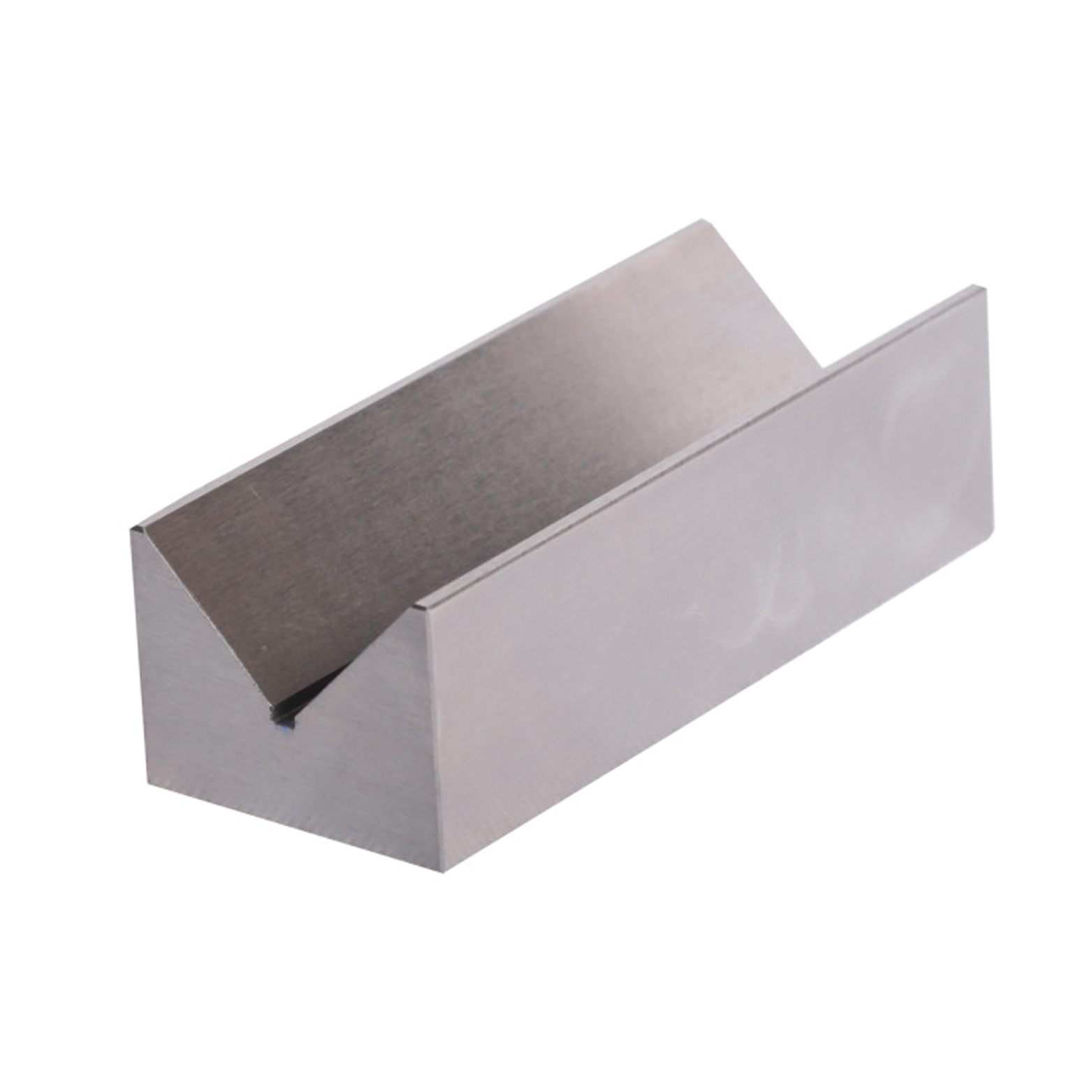 Precision V Block Set With Industrial Type
Precision V Block Set With Industrial Type -
 Precision 10pcs & 12pcs Angle Blocks Set With High Quality Type
Precision 10pcs & 12pcs Angle Blocks Set With High Quality Type -
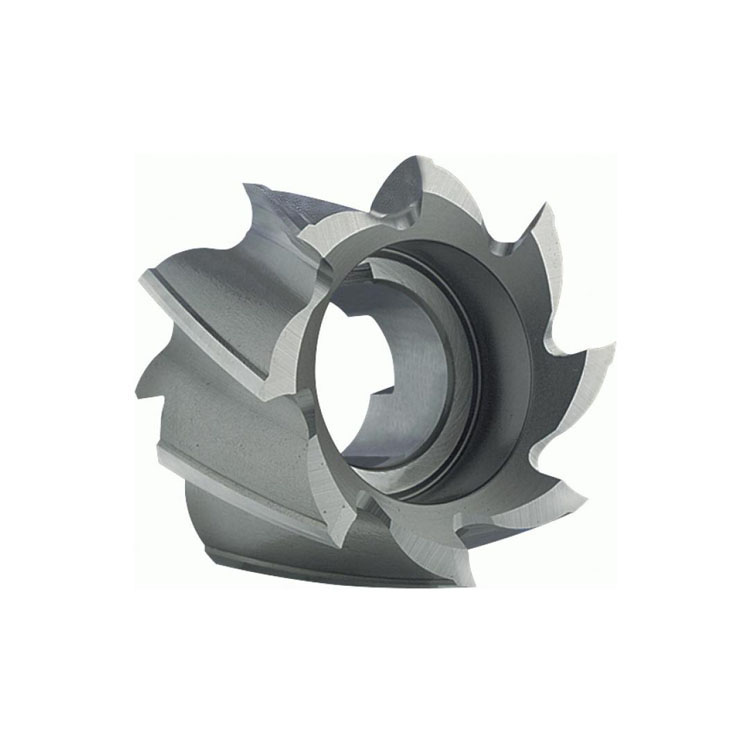 HSS Shell End Mill Cutter With Bright & TiN Or TiAlN Coated
HSS Shell End Mill Cutter With Bright & TiN Or TiAlN Coated -
 Precision Outside Micrometer Of Inch & Metric With Rachet Stop
Precision Outside Micrometer Of Inch & Metric With Rachet Stop -
 Precision Straight Shank To Morse Taper Adapter
Precision Straight Shank To Morse Taper Adapter -
 Keyless Drill Chuck With Heavy Duty Type
Keyless Drill Chuck With Heavy Duty Type


