
SVVCN turning tool holder
The SVVCN turning tool holder is a widely used and versatile tool holder in CNC machining. It's known for its secure clamping, excellent rigidity, and suitability for various turning operations. This article delves into the specifics of SVVCN turning tool holders, covering their types, features, applications, selection criteria, and maintenance tips, providing a comprehensive guide for machinists and engineers.Understanding SVVCN Turning Tool HoldersSVVCN turning tool holders are designed to securely hold cutting tools in CNC lathes, enabling precise and efficient material removal. The 'SVVC' in the name typically indicates the holder's style and geometry, reflecting the ISO standard for turning tool holders. These holders are critical components in achieving accurate and high-quality turned parts.Key Features of SVVCN Tool HoldersSecure Clamping: SVVCN holders utilize a lever-lock or screw-down mechanism to ensure a firm grip on the cutting insert.High Rigidity: Constructed from hardened steel, these holders minimize vibration and deflection during machining, leading to improved surface finish and tool life.Versatile Application: SVVCN holders are compatible with a wide range of insert shapes and sizes, allowing for diverse turning operations.Easy Indexing: The design facilitates quick and easy insert changes, reducing machine downtime.Coolant Delivery: Many SVVCN holders feature internal coolant channels for efficient heat dissipation and chip removal.Types of SVVCN Turning Tool HoldersWithin the SVVCN turning tool holder category, several variations cater to specific machining needs. Understanding these types allows for optimal tool selection.External Turning HoldersThese are the most common type, designed for turning the outside diameter of workpieces. They come in right-hand and left-hand configurations to accommodate different cutting directions.Internal Turning Holders (Boring Bars)Used for machining internal diameters (bores), these holders typically have a long, slender shank to reach deep into the workpiece. Specialized boring bars are available for small diameters or for vibration damping.Threading Tool HoldersSpecifically designed to hold threading inserts for creating external or internal threads. These holders often feature precise insert positioning to ensure accurate thread pitch.Cut-Off Tool HoldersUsed for parting or cutting off finished parts from the bar stock. Cut-off tool holders require high rigidity to prevent vibration and ensure a clean cut.Selecting the Right SVVCN Turning Tool HolderChoosing the appropriate SVVCN turning tool holder is crucial for successful machining. Consider the following factors during selection:Insert Shape and SizeThe insert shape and size dictate the type of machining operation the holder can perform. Match the holder to the insert geometry required for your specific application (e.g., CNMG, DNMG, VNMG). Consider Wayleading Tools' range of compatible inserts for optimal performance at www.wayleading.com.Shank SizeThe shank size must match the machine tool's turret or tool holder capacity. Ensure the shank is large enough to provide adequate rigidity but not so large that it interferes with other tooling.Approach AngleThe approach angle influences the cutting forces and chip flow. Choose an approach angle that minimizes vibration and optimizes chip evacuation.Coolant Delivery SystemInternal coolant delivery is highly recommended for demanding applications. Ensure the holder has coolant channels that direct coolant to the cutting edge.Application RequirementsConsider the material being machined, the depth of cut, and the desired surface finish. These factors will influence the choice of holder style and rigidity.Maintenance and Care of SVVCN Turning Tool HoldersProper maintenance extends the life of SVVCN turning tool holders and ensures consistent performance.CleaningRegularly clean the holder to remove chips, coolant residue, and other contaminants. Use a brush or compressed air to clean hard-to-reach areas.InspectionInspect the holder for signs of wear, damage, or corrosion. Pay close attention to the clamping mechanism and the insert seating area.Tightening TorqueAlways use the recommended tightening torque for the insert clamping screw. Over-tightening can damage the screw or the holder, while under-tightening can lead to insert slippage.StorageStore holders in a clean, dry environment to prevent corrosion. Consider using a tool holder rack or cabinet to protect them from damage.Troubleshooting Common Issues with SVVCN Turning Tool HoldersEven with proper care, issues can arise. Here are some common problems and their potential solutions:Insert SlippageProblem: The insert moves or vibrates during machining.Possible Causes: Incorrect tightening torque, worn clamping screw, damaged insert seat.Solutions: Verify the tightening torque, replace the clamping screw, repair or replace the holder.VibrationProblem: Excessive vibration during machining leads to poor surface finish and reduced tool life.Possible Causes: Insufficient holder rigidity, incorrect cutting parameters, worn machine tool components.Solutions: Use a more rigid holder, optimize cutting parameters (speed, feed, depth of cut), inspect the machine tool for wear.Premature Insert FailureProblem: Inserts break or wear out quickly.Possible Causes: Incorrect insert grade, excessive cutting speeds or feeds, inadequate coolant, incorrect holder selection.Solutions: Select the appropriate insert grade for the material being machined, optimize cutting parameters, ensure adequate coolant flow, choose a more suitable holder.ConclusionSVVCN turning tool holders are essential for efficient and precise CNC turning operations. By understanding their features, types, selection criteria, and maintenance requirements, machinists and engineers can optimize their machining processes and achieve superior results. Remember to consult reputable manufacturers like Wayleading Tools for high-quality SVVCN turning tool holders and expert support.
Related products
Related products





Best selling products
Best selling products-
 HSS Involute Gear Cutters – Module Type, PA 20° / 14.5°
HSS Involute Gear Cutters – Module Type, PA 20° / 14.5° -
 Precision Expanding Mandrel From 9/16″ to 3-3/4″
Precision Expanding Mandrel From 9/16″ to 3-3/4″ -
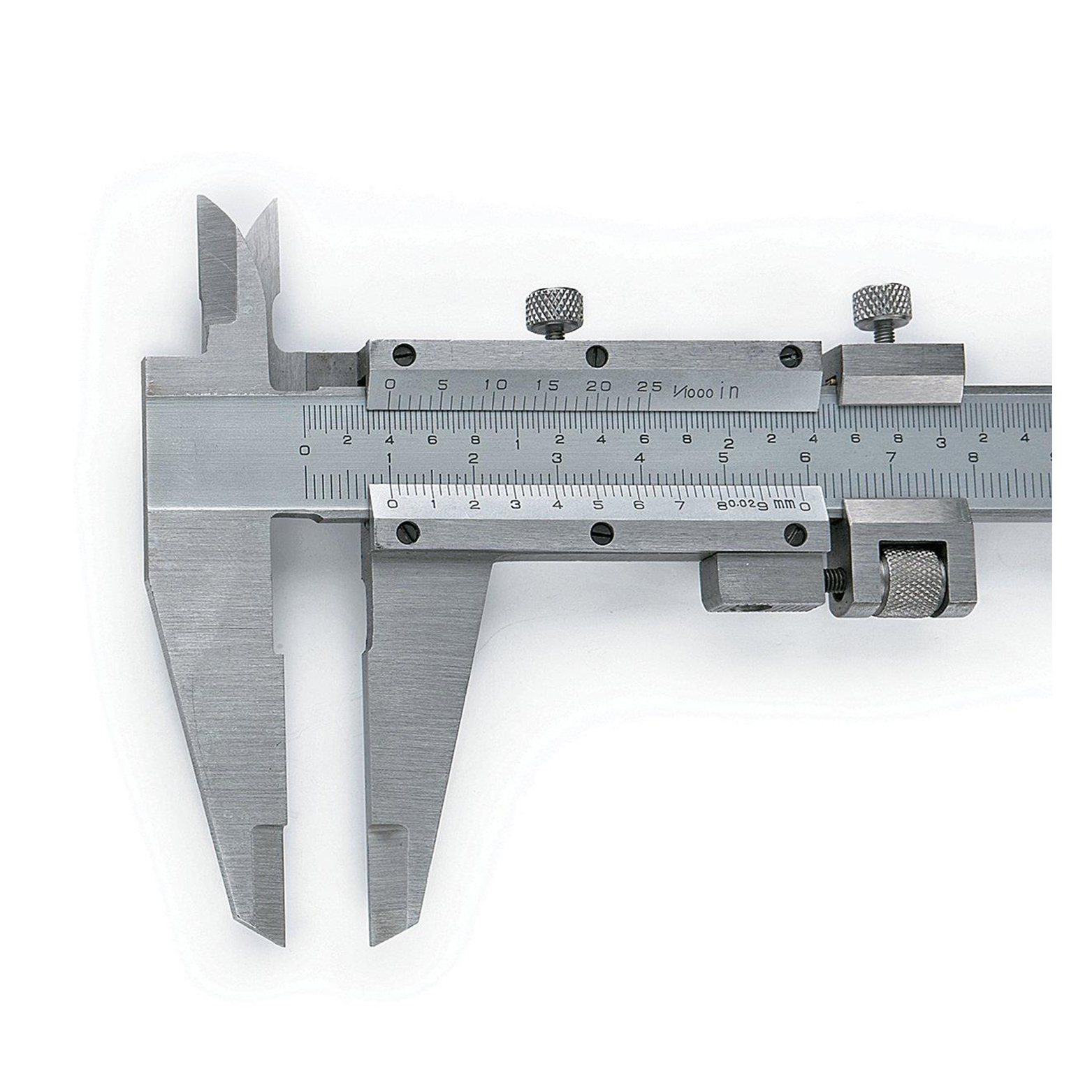 Precision Fine-Adjustment Vernier Caliper Of Metric & Imperial For Industrial
Precision Fine-Adjustment Vernier Caliper Of Metric & Imperial For Industrial -
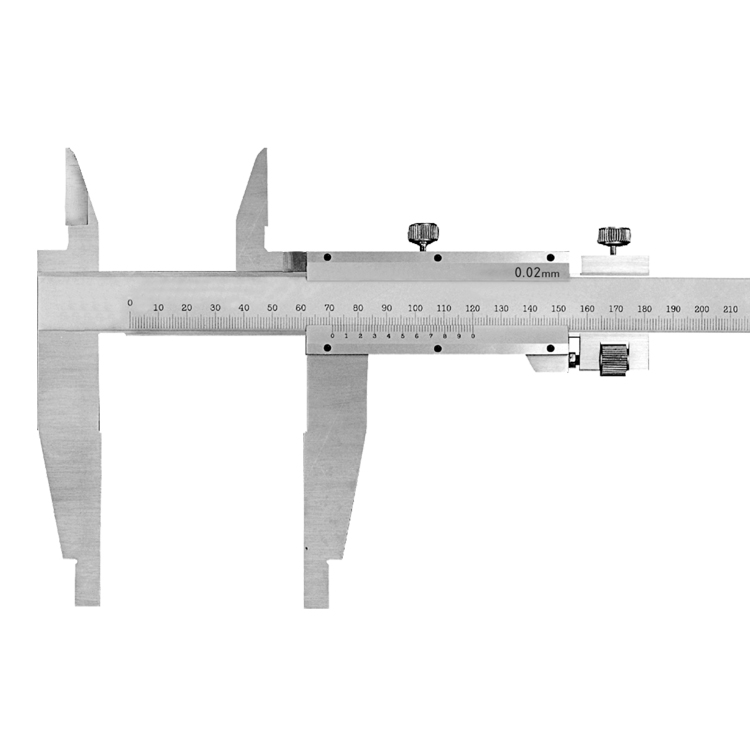
 Precision Monoblock Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial
Precision Monoblock Vernier Caliper With Nib Style Jaws Of Metric & Imperial For Industrial -
 Type N Inverted Cone Tungsten Carbide Rotary Burr
Type N Inverted Cone Tungsten Carbide Rotary Burr -
 Straight Shank ER Collet Chuck Holders With Extending Rod
Straight Shank ER Collet Chuck Holders With Extending Rod -
 Type M Cone Tungsten Carbide Rotary Burr
Type M Cone Tungsten Carbide Rotary Burr -
 Inch Solid Carbide Twist Drill With Internal Coolant & External Coolant
Inch Solid Carbide Twist Drill With Internal Coolant & External Coolant -
 Type H Flame Tungsten Carbide Rotary Burr
Type H Flame Tungsten Carbide Rotary Burr -
 Metric HSS Step Drills With Straight Flute
Metric HSS Step Drills With Straight Flute -
 Premium Outside Micrometer – Metric & Inch, Ratchet Stop, Industrial Grade
Premium Outside Micrometer – Metric & Inch, Ratchet Stop, Industrial Grade -
 Precision 10pcs & 12pcs Angle Blocks Set With High Quality Type
Precision 10pcs & 12pcs Angle Blocks Set With High Quality Type


